
ВЪВЕДЕНИЕ: През последните години полетата на приложенията на опаковката на маркуча постепенно се разширяват. Промишлените консумативи избират маркучи, като смазочно масло, стъклено лепило, лепило за затваряне и др.; Храната избира маркучи, като горчица, сос от чили и др.; Фармацевтичните мехлеми избират маркучи, а опаковката на тръбата на паста за зъби също непрекъснато се надгражда. Все повече продукти в различни полета са опаковани в „тръби“. В индустрията на козметиката маркучите са лесни за изстискване и използване, леки и преносими, персонализирани спецификации и са персонализирани за печат. Те се използват в козметиката, ежедневните нужди, продукти като почистващи продукти много харесват да използват козметикаОпаковка на тръбата.
Определение на продукта
Маркучът е вид опаковъчен контейнер, базиран на PE пластмаса, алуминиево фолио, пластмасов филм и други материали. Той е направен в листове с помощта на процеси на съвместна експлоатация и смесване, а след това се обработва в тръбна форма от специална машина за създаване на тръби. Маркучът е с лек тегло и лесен за използване. Той е предпочитан от много производители на козметика поради неговите характеристики като преносимост, издръжливост, рециклируемост, лесно притискане, производителност на обработка и адаптивност на печат.
Процес на производство
1. Процес на формоване
A 、 алуминиево-пластичен композитен маркуч

Алуминиево-пластичен композитен маркуч е опаковъчен контейнер, изработен от алуминиево фолио и пластмасов филм чрез процеса на съвместно екстрадиране, след което се обработва в тръбна форма от специална машина за създаване на тръби. Типичната му структура е PE/PE +EAA/AL/PE +EAA/PE. Алуминиево-пластичните композитни маркучи се използват главно за опаковъчна козметика, които изискват високи хигиенни и бариерни свойства. Бариерният слой обикновено е алуминиево фолио и неговите бариерни свойства зависят от степента на алуминиево фолио на алуминиевото фолио. С непрекъснатото подобряване на технологията, дебелината на алуминиевия бариерен слой на фолио в алуминиево-пластични композитни маркучи е намалена от традиционните 40 μm до 12 μm или дори 9 μm, което значително спестява ресурси.
Б. Пълен пластмасов композитен маркуч

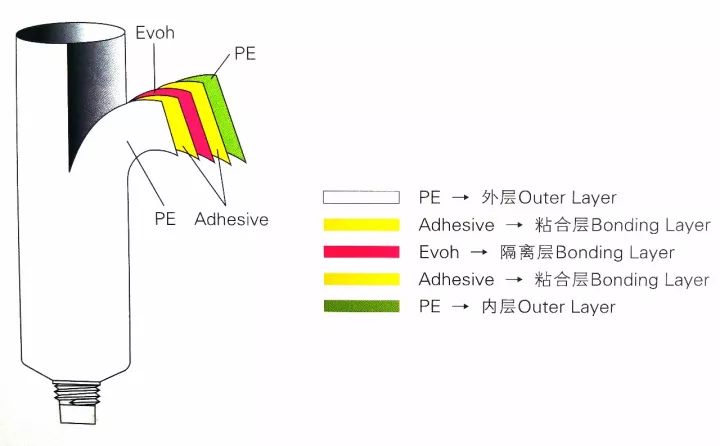
Всички пластмасови компоненти са разделени на два вида: изцяло пластични композитни маркучи с не-бариери и изцяло пластични бариерни композитни маркучи. Изцяло пластичните композитни маркучи, които не са бариери, обикновено се използват за опаковане на нисък клас, бързо отнемаща козметика; Цели-пластичните бариерни композитни маркучи обикновено се използват за опаковане на козметика от среден до нисък клас поради странични шевове при изработване на тръби. Бариерният слой може да бъде EVOH, PVDC или оксидни покрития. Многослойни композитни материали като PET. Типичната структура на изцяло пластичния бариерен композитен маркуч е PE/PE/EVOH/PE/PE.
В. Пластмасов маркуч за сътрудничество
Технологията за съвместна експлоатация се използва за съвместна експресия на суровини с различни имоти и видове заедно и ги формира в един GO. Пластмасовите съвместни маркучи са разделени на еднослойни екструдирани маркучи и многослойни маркучи. Първият се използва главно за бързо отнемаща козметика (като крем за ръце и т.н.), които имат високи изисквания за външен вид, но ниски действителни изисквания за производителност. Опаковка, последната се използва главно за опаковане на козметика от висок клас.
2. Повърхностна обработка
Маркучът може да бъде направен в цветни тръби, прозрачни тръби, цветни или прозрачни замръзнали тръби, перлени тръби (перлени, разпръснати сребърни перла, разпръснати златни перла) и могат да бъдат разделени на UV, матов или ярък. Matte изглежда елегантно, но е лесно да се замърси и оцвети разликата между тръбата и отпечатъка с голяма площ върху тялото на тръбата може да се прецени от разреза на опашката. Тръбата с бял разрез е епруветка за печат в голяма част. Използваното мастило трябва да е високо, в противен случай лесно ще падне и ще се напука и ще разкрие бели следи, след като бъде сгънато.

3. Графичен печат
Често използваните методи на повърхността на маркучите включват копринен печат на екрана (с помощта на точкови цветове, малки и няколко цветни блока, същите катопластмасова бутилкаПечат, изискваща регистрация на цвят, обикновено се използва в професионални продукти) и офсет печат (подобно на печат на хартия, с големи цветни блокове и много цветове). , често се използва в ежедневните продукти на химическата линия), както и горещо щамповане и сребърно горещо щамповане. Отпечатването на офсет (офсет) обикновено се използва за обработка на маркуча. Повечето от използваните мастила са изсушени в UV. Обикновено изисква мастилото да има силна адхезия и устойчивост на обезцветяване. Цветът на печат трябва да бъде в рамките на определения диапазон на сянката, препъващата позиция трябва да бъде точна, отклонението трябва да бъде в рамките на 0,2 мм, а шрифтът трябва да бъде завършен и чист.
Основната част на пластмасовия маркуч включва рамото, тръбата (тялото на тръбата) и опашката на тръбата. Частта на тръбата често се украсява чрез директен печат или самозалепващи се етикети за пренасяне на информация за текст или модел и подобряване на стойността на опаковката на продукта. Понастоящем декорацията на маркучите се постига главно чрез директен печат и самозалепващи етикети. Директният печат включва отпечатване на екрана и печат на компенсиране. В сравнение с директния печат, предимствата на самозалепващите етикети включват: разнообразие и стабилност на печатането: Процесът на направата на традиционните екструдирани маркучи първо и след това печат обикновено използва компенсиране на печат и печат на екрана, докато самозалепващият печат може да използва печат, флексографски печат, Офсет печат, печат на екрана, горещо щамповане и други диверсифицирани комбинирани процеси на печат, трудната цветна ефективност е по -стабилна и отлична.
1. Корпус на тръбата
А. Класификация
Според материала: алуминиево-пластичен композитен маркуч, изцяло пластичен маркуч, хартиен пластичен маркуч, алуминиев пушка с висок блясък и др.
Според дебелината: еднослойна тръба, двуслойна тръба, петслойна композитна тръба и т.н.
Според формата на тръбата: кръгъл маркуч, овална тръба, плосък маркуч и др.
Според приложението: тръба за почистване на лицето, тръба на BB кутията, тръба за крем за ръце, тръба за отстраняване на ръка, слънцезащитна тръба, тръба за паста за зъби, тръба за балсам, тръба за боядисване на коса, тръба за маска за лице и др.
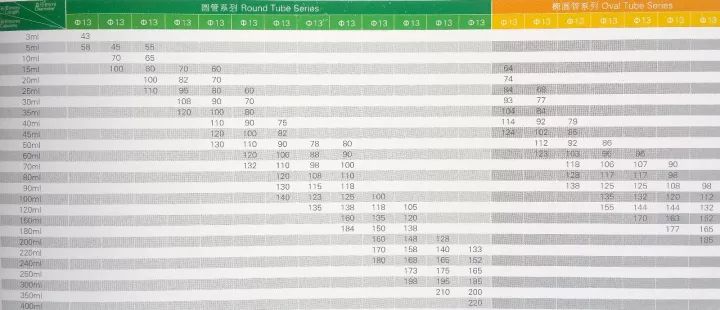
Конвенционален диаметър на тръбата: φ13, φ16, φ19, φ22, φ25, φ28, φ30 се
Редовен капацитет:
3g, 5g, 8g, 10g, 15g, 20g, 25g, 30g, 35g, 40g, 45g, 50g, 60g, 80g, 100g, 110g, 120g, 130g, 150g, 180g, 200g, 250g, 250g
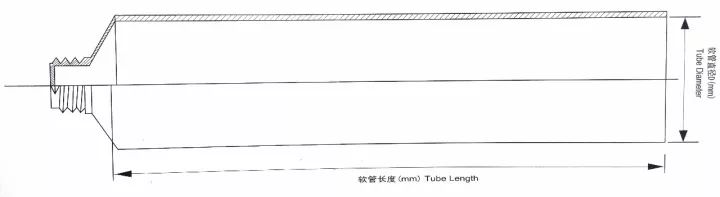
Б. Размер и обем на маркуча
По време на производствения процес на маркучите те ще бъдат изложени на „отопляващи“ процеси много пъти, като рисуване на тръби, съединение, остъкляване, офсет печат и изсушаване на печат на екрана. След тези процеси размерът на продукта ще бъде коригиран до известна степен. Свиването и "скоростта на свиване" няма да са същите, така че е нормално диаметърът на тръбата и дължината на тръбата да са в рамките на обхвата.
В. Случай: Схематична диаграма на петслойна пластмасова композитна структура на маркуча
2. Тръбна опашка
Някои продукти трябва да бъдат попълнени преди запечатване. Уплътнението може да бъде разделено на: прави уплътняване, уплътняване на кепър, уплътняване във формата на чадър и уплътнение със специална форма. Когато запечатвате, можете да поискате да разпечатате необходимата информация на мястото за уплътняване. Код на дата.

3. Поддържащо оборудване
А. Редовни пакети
Капаците на маркуча се предлагат в различни форми, обикновено разделени на винтови капачки (еднослойни и двуслойни, двуслойните външни капачки са предимно електропластирани капачки, за да повишат качеството на продукта и да изглеждат по-красиви, а професионалните линии най-вече използват винтови капачки), плоски Капачки, капак за кръгла глава, капак на дюзата, капак на флип, супер плосък капак, двойно слой капак, сферичен капак, капак на червилото, пластмасов капак също могат да бъдат обработени в различни процеси, горещо щамповане ръб, сребърен ръб, цветен капак, прозрачен, маслен спрей, галванопластика и др., капачките на върха и капачките на червилото обикновено са оборудвани с вътрешни тапи. Покритието на маркуча е продукт, формован в инжектиране, а маркучът е изтеглена тръба. Повечето производители на маркучи сами не произвеждат покривки за маркучи.

Б. Многофункционално поддържащо оборудване
С диверсификацията на нуждите на потребителите ефективната интеграция на съдържанието и функционалната структура, като масажни глави, топки, ролки и т.н., също се превърна в ново търсене на пазара.

Козметични приложения
Маркучът има характеристиките на лекото тегло, лесен за пренасяне, силен и издръжлив, рециклируем, лесен за изстискване, добра производителност на обработка и адаптивност на печат. Той е предпочитан от много производители на козметика и се използва широко в почистващите продукти (измиване на лицето и т.н.) и продукти за грижа за кожата. В опаковката на козметика (различни кремове за очи, овлажнители, хранителни кремове, кремове, слънцезащитни продукти и др.) И продукти за грижа за красотата и косата (шампоан, балсам, червило и др.).
Ключови точки за възлагане на обществени поръчки
1. Преглед на рисунките за дизайн на маркуча

За хората, които не са запознати с маркучите, проектирането на произведения на изкуството сами може да бъде сърцераздирателен проблем и ако направите грешка, всичко ще бъде съсипано. Висококачествените доставчици ще проектират сравнително прости рисунки за тези, които не са запознати с маркучите. След определяне на диаметъра на тръбата и дължината на тръбата, те ще осигурят диаграма на дизайна. Трябва само да поставите дизайнерското съдържание в зоната на диаграмата и да го центрирате. Това е всичко. Висококачествените доставчици също ще проверяват и съветват за вашите процеси на проектиране и производство. Например, ако позицията на електрическото око е грешна, те ще ви кажат; Ако цветът не е разумен, те ще ви напомнят; Ако спецификациите не отговарят на дизайна, те ще ви напомнят многократно, за да промените произведението на изкуството; И ако посоката на баркода и четимостта са квалифицирани, отделянето на цветовете и висококачествените доставчици ще проверят за вас един по един дали има малки грешки, като например дали процесът може да произведе маркуч или дори ако чертежът не е усукан.
2. Избор на тръбни материали:
Използваните материали трябва да отговарят на съответните здравни стандарти и вредните вещества като тежки метали и флуоресцентни агенти трябва да бъдат контролирани в определени граници. Например, полиетиленът (PE) и полипропилен (PP), използвани в маркучи, изнасяни в Съединените щати, трябва да отговарят на стандарта на Американската администрация за храни и лекарства (FDA) 21CFR117.1520.
3. Разберете методите за попълване
Има два метода за пълнене на маркуча: пълнене на опашката и пълнене на устата. Ако става въпрос за пълнене на тръби, трябва да обърнете внимание при закупуване на маркуча. Трябва да помислите дали съвпадението „Размерът на устата на тръбата и размера на дюзата за пълнене“ и дали тя може да бъде гъвкаво разширена в тръбата. Ако тя се пълни в края на тръбата, тогава трябва да подредите маркуча и в същото време да вземете предвид посоката на главата и опашката на продукта, за да го направите удобно и бързо да влезете в тръбата по време на пълнене. Второ, трябва да знаете дали съдържанието по време на пълнеж е „горещо пълнене“ или при стайна температура. В допълнение, процесът на този продукт често е свързан с дизайна. Само чрез разбиране на естеството на попълването на производството предварително можем да избегнем проблеми и да постигнем високо производство и ефективност.
4. Избор на маркуч
Ако съдържанието, опаковано от ежедневна химическа компания, са продукти, които са особено чувствителни към кислород (като някои избелващи козметика) или имат много летливи аромати (като етерични масла или някои масла, киселини, соли и други корозивни химикали), тогава пет- Трябва да се използва слой, който трябва да се използва. Тъй като скоростта на предаване на кислород на петслойната ко-екстраудирана тръба (полиетилен/свързваща смола/EVOH/свързваща смола/полиетилен) е 0,2-1,2 единици, докато скоростта на предаване на кислород на обикновената полиетиленна тръба с еднослойна тръба е 150-300 единици. В рамките на определен период от време степента на загуба на тегло на епруветки, съдържащи етанол, е десетки пъти по-ниска от тази на еднослойните тръби. В допълнение, EVOH е етилен-винилов алкохолен кополимер с отлични бариерни свойства и задържане на аромати (дебелината е оптимална, когато е 15-20 микрона).
5. Описание на цената
Има голяма разлика в цената между качеството на маркуча и производителя. Таксата за изработка на плоча обикновено е от 200 юана до 300 юана. Тялото на тръбата може да бъде отпечатано с многоцветна печат и копринен екран. Някои производители имат оборудване и технологии за печат на термичен трансфер. Горещо щамповане и сребърно горещо щамповане се изчисляват въз основа на единична цена на площ. Печатът на екрана на коприната има по -добър ефект, но е по -скъп и има по -малко производители. Различните производители трябва да бъдат избрани според различни нива на нуждите.
6. Производствен цикъл на маркуча
Като цяло времето за цикъл е 15 до 20 дни (от момента на потвърждаване на пробата епруветка). Количеството на поръчката на един продукт е от 5000 до 10 000. Мащабните производители обикновено определят минимално количество поръчка от 10 000. Много малко малки производители имат голям брой сортове. Количеството за минимално поръчка от 3000 на продукт също е приемливо. Много малко клиенти отварят форми сами. Повечето от тях са обществени форми (няколко специални капака са частни форми). Количеството на поръчката на договора и действителното количество предлагане са ± 10 в тази индустрия. % отклонение.
Продуктово шоу


Време за публикация: APR-30-2024