
Introducció: En els darrers anys, els camps d'aplicació dels envasos de mànega s'han ampliat gradualment. Els subministraments industrials trien mànegues, com ara oli lubricant, cola de vidre, cola de calafa, etc .; El menjar tria mànegues, com la mostassa, la salsa de xile, etc .; Les pomades farmacèutiques trien les mànegues i el paquet de pasta de dents també s’actualitza constantment. Cada vegada són més els productes en diferents camps envasats en "tubs". A la indústria de cosmètics, les mànegues són fàcils d’esprémer i utilitzar, lleuger i portàtil, tenen especificacions personalitzades i es personalitzen per imprimir. S'utilitzen en cosmètics, necessitats diàries, productes com ara productes de neteja són molt aficionats a utilitzar cosmèticEmbalatge de tubs.
Definició del producte
La mànega és una mena de contenidor d’embalatge basat en plàstic de PE, paper d’alumini, pel·lícula de plàstic i altres materials. Es converteix en fulls mitjançant processos de co-extrusió i compostos, i després es processa en forma tubular mitjançant una màquina especial de fabricació de canonades. La mànega és lleugera de pes i fàcil d’utilitzar. Molts fabricants de cosmètics afavoreixen a causa de les seves característiques com la portabilitat, la durabilitat, la reciclabilitat, la compressió fàcil, el rendiment de processament i l’adaptabilitat d’impressió.
Procés de fabricació
1. Procés de modelat
Una mànega composta d’alumini-plàstica

La mànega composta d’alumini-plàstica és un contenidor d’embalatge fet de paper d’alumini i pel·lícula de plàstic mitjançant un procés de composició de co-extrusió i després processat en forma tubular mitjançant una màquina especial de fabricació de canonades. La seva estructura típica és PE/PE +EAA/AL/PE +EAA/PE. Les mànegues compostes d’alumini-plàstica s’utilitzen principalment per a cosmètics d’embalatge que requereixen propietats d’higiene i barrera elevades. La capa de barrera és generalment una làmina d'alumini i les seves propietats de barrera depenen del grau del forat de la làmina d'alumini. Amb la millora contínua de la tecnologia, el gruix de la capa de barrera de paper d’alumini en mànegues compostes d’alumini-plàstic s’ha reduït de les tradicionals 40 μm a 12 μm o fins i tot 9 μm, cosa que estalvia molt recursos.
B. Mànega composta de plàstic complet

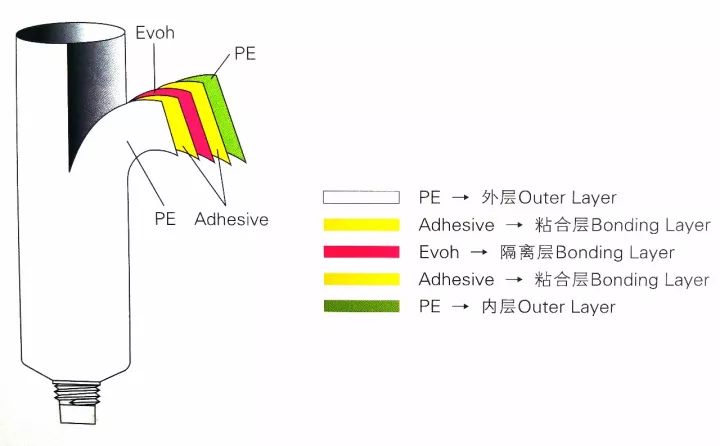
Tots els components de plàstic es divideixen en dos tipus: mànegues compostes no barreres tot plàstica i mànegues compostes de barrera de plàstic. Les mànegues compostes no barreres tot plàstiques s’utilitzen generalment per a l’embalatge de cosmètics de gamma baixa i que consumeixen ràpidament; Les mànegues compostes de barrera de plàstic es solen utilitzar per als envasos cosmètics de gamma mitjana a baixa a causa de les costures laterals en la fabricació de canonades. La capa de barrera pot ser recobriments EVOH, PVDC o òxids. Materials compostos de diverses capes com ara PET. L’estructura típica de la mànega composta de barrera de plàstic és PE/PE/EVOH/PE/PE.
C. Mànega de plàstic co-extrudit
La tecnologia de co-extrusió s'utilitza per co-extrudir les matèries primeres amb diferents propietats i tipus junts i formar-les d'una sola vegada. Les mànegues co-extrudades de plàstic es divideixen en mànegues extruïdes d’una sola capa i mànegues co-extrudides de diverses capes. El primer s’utilitza principalment per a cosmètics de consum ràpid (com la crema de mà, etc.) que tenen requisits elevats d’aspecte, però requisits baixos de rendiment reals. Envasos, aquest últim s’utilitza principalment per a l’envasament de cosmètics de gamma alta.
2. Tractament superficial
La mànega es pot convertir en tubs de colors, tubs transparents, tubs gelats de colors o transparents, tubs perlescents (perlescents, perlades de plata disperses, perlescents d'or dispersos) i es poden dividir en UV, mat o brillant. Matte sembla elegant, però és fàcil d’arribar-se i es El tub amb una incisió blanca és un tub d'impressió de grans àrees. La tinta utilitzada ha de ser alta, en cas contrari, caurà fàcilment i es trencarà i revelarà marques blanques després de plegar.

3. Impressió gràfica
Els mètodes d'ús comú a la superfície de les mànegues inclouen la serigrafia de seda (utilitzant colors puntuals, petits i pocs blocs de colors, el mateix queampolla de plàsticImpressió, que requereix registre de colors, que s’utilitza habitualment en productes de línia professional) i la impressió de compensació (similar a la impressió de paper, amb grans blocs de colors i molts colors). , utilitzat habitualment en productes de línia química diària), així com estampació en calent i estampació en calent de plata. La impressió de desplaçament (Offset) sol utilitzar -se per al processament de mànegues. La majoria de les tintes que s’utilitzen s’assequen a UV. Normalment requereix que la tinta tingui una forta adhesió i resistència a la decoloració. El color d’impressió ha d’estar dins del rang d’ombres especificat, la posició de sobreimpressió ha de ser exacta, la desviació hauria d’estar a 0,2 mm i el tipus de lletra ha de ser completa i clara.
La part principal de la mànega de plàstic inclou l’espatlla, el tub (cos del tub) i la cua del tub. La part del tub sovint està decorada a través d’impressió directa o etiquetes autoadhesives per transportar informació de text o patró i millorar el valor dels envasos del producte. Actualment, la decoració de mànegues s’aconsegueix principalment mitjançant impressió directa i etiquetes autoadhesives. La impressió directa inclou la impressió de pantalla i la impressió de desplaçament. En comparació amb la impressió directa, els avantatges de les etiquetes autoadhesives inclouen: Impressió de diversitat i estabilitat: El procés de fer mànegues extruïdes tradicionals primer i després la impressió sol utilitzar la impressió i la pantalla de pantalla, mentre que la impressió autoadhesiva pot utilitzar LetterPress, impressió flexogràfica,, Impressió de compensació, serigrafia, estampació en calent i altres processos d'impressió combinats diversificats, el rendiment de colors difícil és més estable i excel·lent.
1. Cos de canonades
A. Classificació
Segons el material: mànega composta d’alumini-plàstica, mànega tot plàstic, mànega plàstica de paper, canonada d’alumini elevat de planta, etc.
Segons el gruix: canonada d'una sola capa, canonada de doble capa, canonada composta de cinc capes, etc.
Segons la forma del tub: mànega rodona, tub oval, mànega plana, etc.
Segons l'aplicació: tub de neteja facial, tub de caixa BB, tub de crema de mà, tub de remover a mà, tub de protecció solar, tub de pasta de dents, tub de condicionador, tub de colorant de pèl, tub de màscara facial, etc.
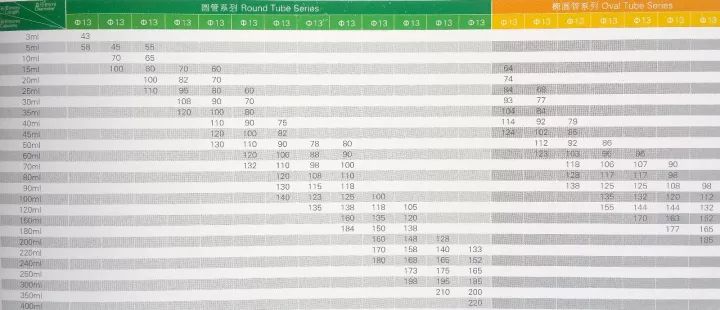
Diàmetre convencional de la canonada: φ13, φ16, φ19, φ22, φ25, φ28, φ30, φ33, φ35, φ38, φ40, φ45, φ50, φ55, φ60
Capacitat regular:
3G, 5G, 8G, 10G, 15G, 20G, 25G, 30G, 35G, 40G, 45G, 50G, 60G, 80G, 100G, 110G, 120G, 130G, 150G, 180G, 200G, 250G, 250G
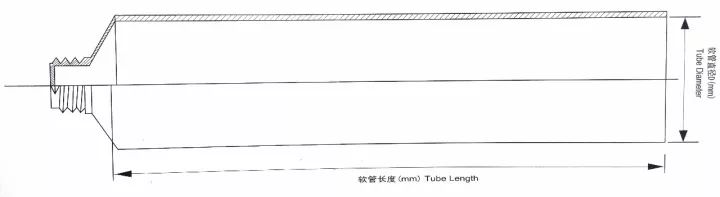
B. Mida de la mànega i referència del volum
Durant el procés de producció de mànegues, estaran exposats a processos de "escalfament" moltes vegades, com ara dibuix de canonades, juntes, vidres, impressió de compensació i assecat d'impressió de pantalla. Després d'aquests processos, la mida del producte s'ajustarà fins a un cert punt. La contracció i la "velocitat de contracció" no seran la mateixa, de manera que és normal que el diàmetre de la canonada i la longitud de la canonada estiguin dins d'un rang.
C. Cas: Esquema esquemàtic de l'estructura de mànega composta de plàstic de cinc capes
2. Taula de tub
Alguns productes s’han d’omplir abans de segellar. El segellat es pot dividir en: segellat recte, segellat de sarja, segellat en forma de paraigües i segellat en forma especial. En segellar, podeu demanar que imprimeixi la informació necessària al lloc de segellat. Codi de data.

3. Equipament de suport
A. Paquets regulars
Els taps de mànega tenen diverses formes, generalment dividides en taps de cargol (una sola capa i doble capa, els taps exteriors de doble capa són majoritàriament taps electroplatats per augmentar la qualitat del producte i semblar més bonics, i les línies professionals utilitzen majoritàriament taps de cargol), pla Caps, coberta de cap rodona, coberta de boquilla, coberta flip-up, coberta super plana, coberta de doble capa, coberta esfèrica, coberta de pintallavis, coberta de plàstic també es pot processar en una varietat de Els processos, la vora d’estampació en calent, la vora de la plata, la coberta de colors, el transparent, el ruixat d’oli, l’electroplicació, etc., els taps de punta i els taps de pintallavis solen estar equipats amb taps interiors. La coberta de la mànega és un producte modelat per injecció i la mànega és un tub dibuixat. La majoria dels fabricants de mànegues no produeixen cobertes de mànega.

B. Equips de suport multifuncionals
Amb la diversificació de les necessitats dels usuaris, la integració efectiva del contingut i de l’estructura funcional, com ara caps de massatge, pilotes, rodets, etc., també s’ha convertit en una nova demanda al mercat.

Aplicacions cosmètiques
La mànega té les característiques del pes lleuger, fàcil de transportar, fort i durador, reciclable, fàcil d’esprémer, bon rendiment de processament i adaptabilitat d’impressió. És afavorit per molts fabricants de cosmètics i s’utilitza àmpliament en productes de neteja (rentat facial, etc.) i productes de cura de la pell. A l’embalatge de cosmètics (diverses cremes d’ulls, hidratants, cremes nutricionals, cremes, filtres solars, etc.) i productes de bellesa i cura del cabell (xampú, condicionador, pintallavis, etc.).
Punts clau de contractació
1. Revisió dels dibuixos de disseny de mànega

Per a les persones que no estiguin familiaritzades amb les mànegues, dissenyar l’obra d’art pel vostre compte pot ser un problema desagradable i, si us equivoqueu, tot s’arruïnarà. Els proveïdors d’alta qualitat dissenyaran dibuixos relativament senzills per a aquells que no estiguin familiaritzats amb les mànegues. Un cop determinat el diàmetre de la canonada i la longitud de la canonada, proporcionaran un diagrama de zona de disseny. Només heu de col·locar el contingut de disseny a l’àrea del diagrama i centrar -lo. Això és tot. Els proveïdors d’alta qualitat també inspeccionaran i assessoraran els vostres processos de disseny i producció. Per exemple, si la posició de l’ull elèctric és errònia, us ho diran; Si el color no és raonable, us recordaran; Si les especificacions no compleixen el disseny, us recordaran repetidament per canviar les obres d’art; I si la direcció i la llegibilitat del codi de barres són qualificades, la separació de colors i els proveïdors d’alta qualitat us comprovaran un per un si hi ha petits errors com ara si el procés pot produir una mànega o fins i tot si el dibuix no està retorçat.
2. Selecció de materials de canonades:
Els materials utilitzats han de complir els estàndards de salut rellevants i les substàncies nocives com els metalls pesants i els agents fluorescents haurien de ser controlats dins dels límits especificats. Per exemple, el polietilè (PE) i el polipropilè (PP) utilitzats en les mànegues exportades als Estats Units han de complir la norma 21CFR117.1520 dels Estats Units (FDA).
3. Comprendre els mètodes d'ompliment
Hi ha dos mètodes de farcit de mànega: farcit de cua i farcit de boca. Si es fa farcit de canonades, haureu de prestar atenció quan compreu la mànega. Heu de considerar si la "mida de la boca de la canonada i la mida de la boquilla d'ompliment" coincideixen i si es pot estendre de manera flexible a la canonada. Si s’omple al final del tub, haureu d’organitzar la mànega i, alhora, considereu la direcció del cap i la cua del producte, per tal de fer -lo convenient i ràpid per entrar al tub durant el farcit. En segon lloc, heu de saber si el contingut durant el farcit és "farcit calent" o a temperatura ambient. A més, el procés d’aquest producte sovint està relacionat amb el disseny. Només entenent la naturalesa de l’ompliment de la producció amb antelació podem evitar problemes i aconseguir una alta producció i eficiència.
4. Selecció de mànegues
Si els continguts empaquetats per una empresa química diària són productes especialment sensibles a l’oxigen (com ara alguns cosmètics de blanqueig) o tenen fragàncies molt volàtils (com ara olis essencials o alguns olis, àcids, sals i altres productes químics corrosius), llavors cinc S'ha d'utilitzar la canonada co-extradada de capa. Com que la taxa de transmissió d’oxigen de la canonada co-extruïda de cinc capes (polietilè/resina d’enllaç/eVOH/resina d’enllaç/polietilè) és de 0,2-1,2 unitats, mentre que la taxa de transmissió d’oxigen de la canonada d’una sola capa de polietilè és de 150 a 300 unitats. En un període de temps determinat, la taxa de pèrdua de pes dels tubs co-extruïts que contenen etanol és desenes de vegades inferior a la dels tubs d'una sola capa. A més, EVOH és un copolímer alcohòlic d’etilè-vinil amb excel·lents propietats de barrera i retenció de fragàncies (el gruix és òptim quan és de 15 a 20 micres).
5. Descripció del preu
Hi ha una gran diferència de preu entre la qualitat de la mànega i el fabricant. La taxa de fabricació de plaques sol ser de 200 yuan a 300 yuan. El cos del tub es pot imprimir amb impressió multicolor i pantalla de seda. Alguns fabricants tenen equips i tecnologia d'impressió de transferència tèrmica. L’estampació en calent i l’estampació en calent de plata es calculen en funció del preu unitari per àrea. La impressió de serigrafia de seda té un millor efecte, però és més cara i hi ha menys fabricants. S’han de seleccionar diferents fabricants segons diferents nivells de necessitats.
6. Cicle de producció de mànega
Generalment, el temps de cicle és de 15 a 20 dies (des del moment de confirmar el tub de mostra). La quantitat de comanda d’un sol producte és de 5.000 a 10.000. Els fabricants a gran escala solen establir una quantitat mínima de comanda de 10.000. Molt pocs fabricants petits tenen un gran nombre de varietats. La quantitat mínima de comanda de 3.000 per producte també és acceptable. Molt pocs clients obren motlles per ells mateixos. La majoria són motlles públics (algunes tapes especials són motlles privats). La quantitat de la comanda del contracte i la quantitat de subministrament real són de ± 10 en aquesta indústria. % de desviació.
Espectacle de productes


Hora del post: 30 d'abril-2024