
Si Hose, usa ka dali ug ekonomikanhon nga materyal nga pakete, kaylap nga gigamit sa natad sa adlaw-adlaw nga mga kemikal ug popular kaayo. Ang usa ka maayo nga hose dili lamang mapanalipdan ang mga sulud, apan mapaayo usab ang lebel sa produkto, sa ingon nagdaog sa daghang mga konsumedor alang sa adlaw-adlaw nga mga kompanya sa kemikal. Mao nga, alang sa adlaw-adlaw nga mga kompanya sa kemikal, unsaon pagpiliTaas nga kalidad nga mga plastik nga hosenga angay alang sa ilang mga produkto?

Ang pagpili ug kalidad sa mga materyales mao ang yawi sa pagsiguro sa kalidad sa mga hose, nga direkta nga makaapekto sa pagproseso ug katapusang paggamit sa mga hose. Ang mga materyales sa mga plastik nga hoses naglakip sa polyethylene (alang sa Tube Body ug Tube Head), Polypropylene (Tuberi Cover), ang pag-imprinta sa us aka materyal nga maapektuhan ang kalidad sa medyas. Bisan pa, ang pagpili sa mga materyales nagdepende usab sa mga hinungdan sama sa mga kinahanglanon sa kahinlo, mga kabtangan sa babag (mga kinahanglanon sa oxygen, singaw sa tubig, pagpreserbar sa tubig, ug uban pa.
Pagpili sa mga tubo: Una, ang mga materyales nga gigamit kinahanglan magtagbo sa mga may kalabutan nga mga sumbanan sa kahinlo, ug makadaot nga mga metal ug mga ahente sa fluorescent kinahanglan nga kontrolado sa sulod sa gireseta nga range. Pananglitan, alang sa mga hoses nga gi-export sa Estados Unidos, ang polyethylene (PE) ug polypropylene (PP) nga gigamit sa US administrasyon (FDE) 21cfr117.1520.
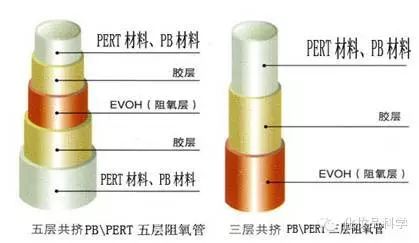
Mga kabtangan sa Barrier sa mga materyales: Kung ang sulud sa pakete sa mga adlaw-adlaw nga mga kompanya sa kemikal mao ang pipila ka mga produkto nga labi ka sensitibo sa oxygen) o ang hinungdan nga mga kosmetiko sa oxygen) o ang mga hinungdan nga lana o lana, asido, asido ug asido Ang uban pang mga kemikal nga kemikal), lima ka layer nga co-extruded tubes kinahanglan gamiton sa kini nga oras. Tungod kay ang Oxygen Permeability sa lima ka layer co-extruded tube (polyethylene / adhesive resin / evestive resin / polyethylene) mao ang 0.2-1 nga resin / polyethylene) nga mga yunit sa oxygen / polyethylene) mao ang 0.2-1.2 nga mga yunit sa ordinaryong polyethylene nga singsing-layer. Sa usa ka piho nga yugto sa panahon, ang gibug-aton sa pagkawala sa gibug-aton sa co-extruded tube nga adunay sulod nga ethanol ubay-ubay nga mga oras nga mas ubos kaysa sa us aka layer tube. Dugang pa, ang Evoh usa ka etylene-vinyl alkohol nga copolymer nga adunay maayo kaayo nga mga kabtangan sa babag ug ang pagpadayon sa aroma (ang labing kaayo nga epekto sa 15-20 microns).
Pagkagahi sa mga Materyal: Ang adlaw-adlaw nga mga kompanya sa kemikal adunay lainlaing mga kinahanglanon alang sa katig-a sa mga hose, busa unsaon pag-angkon ang gitinguha nga katig-a? Ang polyethylene nga sagad gigamit sa mga hoses mao ang panguna nga low-density polyethylene, high-density polyethylene, ug linear nga low-density polyethylene. Taliwala kanila, ang katig-a sa high-density polyethylene mas maayo kaysa sa ubos nga density polyethylene, mao nga ang gitinguha nga pagkagut-an mahimong makab-ot pinaagi sa pag-adjust sa ratio sa taas nga densius nga polyethylene / low-density polyethylene.
Ang pagsukol sa kemikal sa mga materyales: Ang taas nga density polyethylene adunay mas maayo nga pagsukol sa kemikal kaysa sa ubos nga density polyethylene.
Ang pagsukol sa panahon sa mga materyales: Aron makontrol ang mubo nga termino o dugay nga pasundayag sa mga hose, mga hinungdan sama sa pagpananom og kusog, paglansad sa stress, pag-undang sa paglansad), pahumot ug pagkawala sa aktibo nga sangkap nga kinahanglan hisgotan.
Pagpili sa Masterbatch: Ang Masterbatch adunay hinungdanon nga papel sa kalidad nga pagkontrol sa mga hose. Busa, kung nagpili sa masterbatch, kinahanglan nga hunahunaon sa mga kompanya sa gumagamit kung adunay maayo nga pagkakabalak-an, pagsala ug thermal nga kalig-on, pagsukol sa panahon ug resistensya sa panahon. Lakip sa ila, ang resistensya sa produkto sa masterbatch labi ka hinungdanon sa panahon sa paggamit sa mga hose. Kung ang masterbatch dili mahiuyon sa produkto nga kini naglangkob, ang kolor sa masterbatch molalin sa produkto, ug ang mga sangputanan seryoso kaayo. Busa, ang adlaw-adlaw nga mga kompanya sa kemikal kinahanglan nga sulayan ang kalig-on sa mga bag-ong produkto ug hose (paspas nga mga pagsulay sa ilalum sa piho nga mga kondisyon).
Mga matang sa Varnish ug sa ilang tagsatagsa nga mga kinaiya: Ang barnish nga gigamit alang sa mga hose gibahin sa type sa UV ug pag-ayo sa kahayag sa nawong ug sa nawong sa matte sa dagway. Ang Varnish dili lamang naghatag mga matahum nga biswal nga mga epekto, apan manalipod usab sa sulud ug adunay usa ka piho nga epekto sa pag-block sa oxygen, singaw sa tubig ug kahumot. Kasagaran ang pagsulti, ang init nga matang sa pag-uga sa varnish adunay maayo nga pag-apil sa sunud nga init nga selyo ug seda nga pag-imprinta sa screen, samtang ang UV varnish adunay mas maayo nga gloss. Ang adlaw-adlaw nga mga kompanya sa kemikal makapili nga angay nga barnish sumala sa mga kinaiya sa ilang mga produkto. Dugang pa, ang naayo nga barnish kinahanglan adunay maayo nga pag-adaw, hapsay nga sulud nga wala'y puro, pagyukbo sa pagsukol, pagsukol, pagsukol sa corrosion, ug walay pagkabulok sa pagtipig.
Mga Kinahanglanon alang sa Tube Body / Tube Head:
1. Ang nawong sa lawas sa tubo kinahanglan nga hapsay, nga wala'y mga streak, mga gasgas, mga higot, o pag-urong sa pag-urong. Ang lawas sa tubo kinahanglan nga tul-id ug dili bent. Ang gibag-on sa bungbong sa tubo kinahanglan nga managsama. Ang gibag-on sa bungbong sa tubo, ang gitas-on sa tubo, ug diametro nga pagtugot kinahanglan nga naa sa sulod sa piho nga han-ay;
2. Ang Tube Head ug Tube Lawas sa Hose kinahanglan nga lig-on nga konektado, ang linya sa koneksyon kinahanglan nga hapsay ug matahum, ug ang gilapdon kinahanglan uniporme. Ang ulo sa tubo dili kinahanglan nga skewed pagkahuman sa koneksyon;
3. Ang TUBE HEAD AND TUBE COVER AYAW PARA SA PAGTUON, SCHINE SA DUHA KARON, ug wala'y pag-agos sa sulod sa gitino nga Torque range, ug wala'y pagtulo sa tubig o tabon sa hangin tali sa tubo ug tabon;
Mga kinahanglanon sa pag-imprinta: Ang pagproseso sa hose sagad nga gigamit ang pag-imprinta sa Lithographic Offset (Offset), ug kadaghanan sa mga tinta nga gigamit mao ang uv-uga nga uwak, nga kasagaran nanginahanglan og lig-on nga pag-admin ug pagsukol sa pagkabulok. Ang kolor sa pag-imprinta kinahanglan nga naa sa sulod sa piho nga giladmon nga giladmon, ang posisyon sa pag-overprint kinahanglan nga tukma, ang paglihay kinahanglan nga sulud sa 0.2mm, ug ang font kinahanglan nga makompleto ug tin-aw.
Mga kinahanglanon alang sa mga plastik nga takup: Ang mga plastik nga takup sagad nga hinimo sa polypropylene (PP) injection nga pag-injection sa injection. Ang taas nga kalidad nga mga takup sa plastik kinahanglan nga wala'y klaro nga mga linya sa pag-urong ug pag-flash, hapsay nga mga linya sa hulmahan, tukma nga sukat, ug hapsay nga suksokan sa ulo. Dili nila kinahanglan nga hinungdan sa kadaot sa istruktura sama sa brittle nga mga liki o mga liki sa panahon sa normal nga paggamit. Pananglitan, kung ang pagbukas nga pwersa sa sulod sa range, ang flip cap kinahanglan nga makaatubang sa kapin sa 300 nga mga panon nga wala magbungkag.

Nagtuo ako nga ang pagsugod sa mga aspeto sa ibabaw, ang kadaghanan sa mga adlaw-adlaw nga mga kompanya sa kemikal kinahanglan nga makapili sa taas nga kalidad nga mga produktong packaging.
Post Oras: Jul-12-2024