
Introduktion: I de senere år er applikationsfelterne for slangeemballage gradvist udvidet. Industrielle forsyninger vælger slanger, såsom smøreolie, glaslim, blæsningslim osv.; Mad vælger slanger, såsom sennep, chilisauce osv.; Farmaceutiske salver vælger slanger, og røremballagen af tandpasta opgraderes også konstant. Flere og flere produkter på forskellige felter pakkes i "rør". I kosmetikindustrien er slanger lette at klemme og bruge, lys og bærbare, har tilpasset specifikationer og tilpasses til udskrivning. De bruges i kosmetik, daglige fornødenheder, produkter såsom rengøringsprodukter er meget glade for at bruge kosmetiskrøremballage.
Produktdefinition
Slangen er en slags emballagebeholder baseret på PE -plast, aluminiumsfolie, plastfilm og andre materialer. Det er lavet til ark ved hjælp af co-ekspusions- og sammensatte processer og behandles derefter til en rørformet form af en speciel rørfremstillingsmaskine. Slangen er lys i vægt og let at bruge. Det foretrækkes af mange kosmetikproducenter på grund af dets egenskaber, såsom portabilitet, holdbarhed, genanvendelighed, let at presse, behandling af ydeevne og udskrivning af tilpasningsevne.
Fremstillingsproces
1. støbningsproces
En 、 aluminiumsplastisk kompositslange

Aluminium-plastisk kompositslange er en emballagebeholder lavet af aluminiumsfolie og plastfilm gennem co-eksponeringsforbindelsesproces og behandles derefter til en rørformet form af en speciel rørfremstillingsmaskine. Dens typiske struktur er PE/PE +EAA/AL/PE +EAA/PE. Aluminium-plastiske kompositslanger bruges hovedsageligt til emballering af kosmetik, der kræver høj hygiejne- og barriereegenskaber. Barrierelaget er generelt aluminiumsfolie, og dets barriereegenskaber afhænger af pinhole -graden af aluminiumsfolien. Med den kontinuerlige forbedring af teknologien er tykkelsen af aluminiumsfoliebarrierelaget i aluminiumsplastiske kompositslanger reduceret fra de traditionelle 40 μm til 12 um eller endda 9 μm, hvilket i høj grad redder ressourcerne.
B. Fuld plastkompositslange

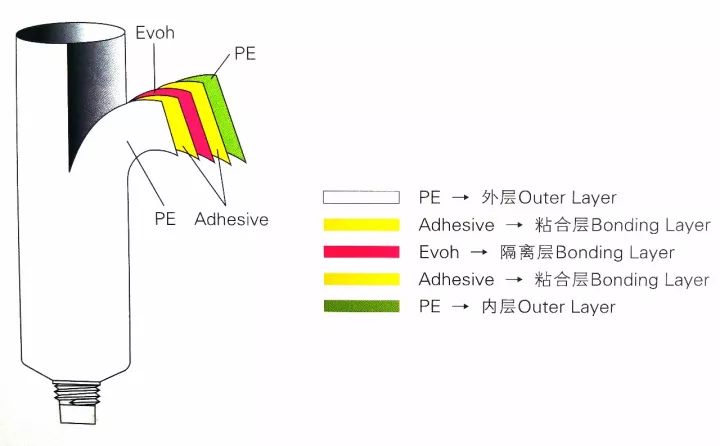
Alle plastkomponenter er opdelt i to typer: all-plastisk ikke-barrierer kompositslanger og all-plastiske barriere-kompositslanger. All-plastiske ikke-barrierer-kompositslanger bruges generelt til emballering af low-end, hurtigt-krævende kosmetik; All-plastiske barriere-kompositslanger bruges normalt til midt- til low-end kosmetikemballage på grund af sidesømme i rørfremstilling. Barrierelaget kan være EVOH-, PVDC- eller oxidbelægninger. Multi-lags kompositmaterialer såsom PET. Den typiske struktur af all-plastisk barriere-sammensat slange er PE/PE/EVOH/PE/PE.
C. Plastisk co-ekspruderet slange
Co-Extrusion-teknologi bruges til at co-udskyde råvarer med forskellige egenskaber og typer sammen og danne dem på én gang. Plastiske co-ekspragerede slanger er opdelt i enkeltlags ekstruderede slanger og flerlags co-ekspruderede slanger. Førstnævnte bruges hovedsageligt til hurtigt krævende kosmetik (såsom håndcreme osv.), Der har høje krav til udseende, men lave faktiske ydelseskrav. Pakning bruges sidstnævnte hovedsageligt til emballering af avanceret kosmetik.
2. Overfladebehandling
Slangen kan gøres til farvede rør, gennemsigtige rør, farvede eller gennemsigtige frostede rør, perlescent rør (Pearlescent, spredt sølv Pearlescent, spredt guld perlescent) og kan opdeles i UV, mat eller lys. Matte ser elegant ud, men er let at blive beskidt og farvet forskellen mellem røret og det store område på rørlegemet kan bedømmes ud fra snittet ved halen. Røret med et hvidt snit er et udskrivningsrør i stort område. Det anvendte blæk skal være højt, ellers falder det let af og vil revne og afsløre hvide mærker efter at have været foldet.

3. grafisk udskrivning
Almindeligt anvendte metoder på overfladen af slanger inkluderer silkeskærmtryk (ved hjælp af pletfarver, små og få farveblokke, det samme somPlastflaskeUdskrivning, der kræver farvegistrering, ofte brugt i professionelle linjeprodukter) og offset -udskrivning (svarende til papirudskrivning, med store farveblokke og mange farver). , ofte brugt i daglige kemiske linjeprodukter) såvel som varm stempling og sølv varm stempling. Offset -udskrivning (offset) bruges normalt til slangebehandling. De fleste af de anvendte blæk er UV-tørrede. Det kræver normalt, at blækket har stærk vedhæftning og modstand mod misfarvning. Udskrivningsfarven skal være inden for det specificerede skyggeområde, overtrykspositionen skal være nøjagtig, afvigelsen skal være inden for 0,2 mm, og skrifttypen skal være komplet og klar.
Hoveddelen af plastslangen inkluderer skulderen, røret (rørkrop) og rørhale. Rørdelen er ofte dekoreret gennem direkte udskrivning eller selvklæbende etiketter til at bære tekst- eller mønsterinformation og forbedre værdien af produktemballage. Dekorationen af slanger opnås i øjeblikket hovedsageligt gennem direkte udskrivning og selvklæbende etiketter. Direkte udskrivning inkluderer skærmudskrivning og offsetprint. Sammenlignet med direkte udskrivning inkluderer fordelene ved selvklæbende etiketter: Udskrivning af mangfoldighed og stabilitet: Processen med at fremstille traditionelle ekstruderede slanger først og derefter udskrivning bruger normalt offsetprint og skærmudskrivning, mens selvklæbende udskrivning kan bruge bogtryk, flexografisk udskrivning, Offsetprint, skærmudskrivning, varm stempling og andre diversificerede kombinerede udskrivningsprocesser, den vanskelige farveydelse er mere stabil og fremragende.
1. rørkrop
A. Klassificering
I henhold til materiale: aluminiumsplastisk kompositslange, all-plastisk slange, papir-plastisk slange, højglans aluminiumbelagt rør osv.
I henhold til tykkelse: enkeltlagsrør, dobbeltlagsrør, fem-lags kompositrør osv.
I henhold til rørform: rund slange, ovalt rør, flad slange osv.
I henhold til påføring: ansigtsrensningsrør, BB -kassør, håndcreme rør, håndfjernningsrør, solcreme -rør, tandpasta -rør, balsamrør, hårfarvestofrør, ansigtsmaske -rør osv.
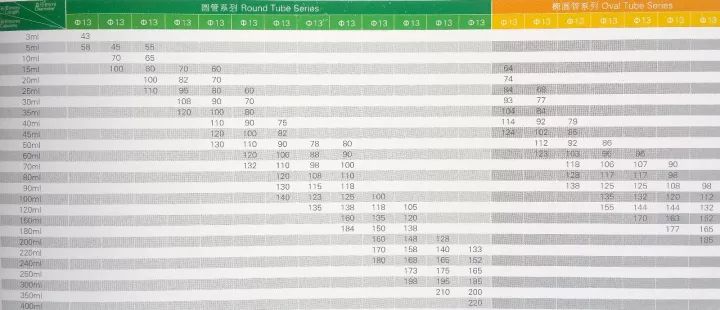
Konventionel rørdiameter: φ13, φ16, φ19, φ22, φ25, φ28, φ30, φ33, φ35, φ38, φ40, φ45, φ50, φ55, φ60
Regelmæssig kapacitet:
3g, 5g, 8g, 10 g, 15 g, 20g, 25 g, 30 g, 35 g, 40 g, 45 g, 50 g, 60 g, 80 g, 100 g, 110 g, 120 g, 130 g, 150 g, 180 g, 200 g, 250 g, 250 g
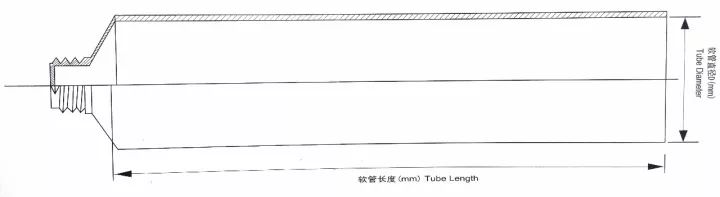
B. Slangestørrelse og volumenreference
Under produktionsprocessen med slanger vil de blive udsat for "opvarmning" -processer mange gange, såsom rørtegning, sammenføjning, ruder, offsettryk og tørring af skærmprint. Efter disse processer justeres produktets størrelse til en vis grad. Krympning og "krympningshastighed" vil ikke være den samme, så det er normalt, at rørdiameteren og rørlængden er inden for et interval.
C. Tilfælde: Skematisk diagram over fem-lags plastkompositslangestruktur
2. rørhale
Nogle produkter skal udfyldes inden forsegling. Forseglingen kan opdeles i: lige forsegling, twillforsegling, paraplyformet tætning og speciel formet tætning. Når du forsegler, kan du bede om at udskrive de krævede oplysninger på tætningsstedet. Dato -kode.

3. understøttende udstyr
A. Regelmæssige pakker
Slanghætter findes i forskellige former, generelt opdelt i skruhætter (enkeltlag og dobbeltlag, dobbeltlags ydre hætter er for det meste elektroplaterede hætter for at øge produktkvalitet Hætter, rund hoveddæksel, dysedæksel, flip-up dækning, super fladt dækning, dobbeltlagsdæksel, sfærisk dækning, læbestiftdæksel, plastikdæksel kan også behandles i en række forskellige processer, varm stemplingskant, sølvkant, farvet dækning, gennemsigtig, oliespray, elektroplettering osv., Tiphætter og læbestiftkapper er normalt udstyret med indre stik. Slangedækslet er et injektionsformet produkt, og slangen er et tegnet rør. De fleste slangeproducenter producerer ikke slangedæksler.

B. Multifunktionelt understøttende udstyr
Med diversificering af brugerbehov er den effektive integration af indhold og funktionel struktur, såsom massagehoveder, bolde, ruller osv., Også blevet en ny efterspørgsel på markedet.

Kosmetiske applikationer
Slangen har egenskaberne ved let vægt, let at bære, stærk og holdbar, genanvendelig, let at klemme, god behandlingsydelse og udskrivning af tilpasningsevne. Det foretrækkes af mange kosmetikproducenter og er vidt brugt til rensningsprodukter (ansigtsvask osv.) Og hudplejeprodukter. I emballagen af kosmetik (forskellige øjencremer, fugtighedscreme, ernæringsmæssige cremer, cremer, solcremer osv.) Og skønheds- og hårplejeprodukter (shampoo, balsam, læbestift osv.).
Indkøbsnøglepunkter
1. Gennemgang af slangedesigntegninger

For mennesker, der ikke er bekendt med slanger, kan designe kunstværket på egen hånd være et hjerteskærende problem, og hvis du laver en fejl, vil alt blive ødelagt. Leverandører af høj kvalitet vil designe relativt enkle tegninger til dem, der ikke er bekendt med slanger. Når rørdiameteren og rørlængden er bestemt, vil de derefter give et designområde. Du behøver kun at placere designindholdet i diagramområdet og centrere det. Det er det. Leverandører af høj kvalitet vil også inspicere og rådgive om dine design- og produktionsprocesser. For eksempel, hvis placeringen af det elektriske øje er forkert, vil de fortælle dig; Hvis farven ikke er rimelig, vil de minde dig om; Hvis specifikationerne ikke opfylder designet, vil de minde dig gentagne gange om at ændre kunstværket; Og hvis stregkodens retning og læsbarhed er kvalificeret, vil farveseparation og leverandører af høj kvalitet tjekke for dig en efter en, om der er små fejl, såsom om processen kan producere en slange eller endda hvis tegningen ikke er snoet.
2. Valg af rørmaterialer:
De anvendte materialer skal opfylde relevante sundhedsstandarder, og skadelige stoffer såsom tungmetaller og fluorescerende midler skal kontrolleres inden for specificerede grænser. F.eks. Skal polyethylen (PE) og polypropylen (PP) anvendt i slanger, der eksporteres til USA, opfylde US Food and Drug Administration (FDA) standard 21CFR117.1520.
3. Forstå påfyldningsmetoder
Der er to metoder til slangefyldning: halefyldning og mundfyldning. Hvis det er rørfyldning, skal du være opmærksom, når du køber slangen. Du skal overveje, om "størrelsen på rørmunden og størrelsen på fylddysen" matcher, og om den kan udvides fleksibelt ind i røret. Hvis det fyldes i slutningen af røret, skal du arrangere slangen og på samme tid overveje produktets hoved og halet retning for at gøre det praktisk og hurtigt at komme ind i røret under fyldning. For det andet skal du vide, om indholdet under påfyldning er "varm påfyldning" eller ved stuetemperatur. Derudover er processen med dette produkt ofte relateret til designet. Kun ved at forstå arten af at fylde produktionen på forhånd kan vi undgå problemer og opnå høj produktion og effektivitet.
4. Slangevalg
Hvis indholdet pakket af et dagligt kemisk selskab er produkter, der er særligt følsomme over for ilt (såsom nogle hvidtningskosmetik) eller har meget flygtige duftstoffer (såsom essentielle olier eller nogle olier, syrer, salte og andre ætsende kemikalier), derefter fem- Lag co-eksprutteret rør skal bruges. Fordi iltoverførselshastigheden for fem-lags co-eksprutteret rør (polyethylen/bindingsharpiks/EVOH/binding af harpiks/polyethylen) er 0,2-1,2 enheder, mens iltoverførselshastigheden for almindelige polyethylen-lags rør er 150- 300 enheder. Inden for en bestemt periode er vægttabshastigheden for co-ekspruderede rør indeholdende ethanol snesevis af gange lavere end for enkeltlags rør. Derudover er EVOH en ethylen-vinylalkoholcopolymer med fremragende barriereegenskaber og duftopbevaring (tykkelsen er optimal, når den er 15-20 mikron).
5. Prisbeskrivelse
Der er en stor forskel i pris mellem slangekvalitet og producent. Gebyret for pladefremstilling er normalt 200 yuan til 300 yuan. Rørlegemet kan udskrives med multi-farveudskrivning og silkeskærm. Nogle producenter har termisk overførselsprintudstyr og teknologi. Hot stempling og sølv varm stempling beregnes baseret på enhedspris pr. Område. Silkeskærmtryk har bedre virkning, men er dyrere, og der er færre producenter. Forskellige producenter skal vælges i henhold til forskellige behovsniveauer.
6. Slangeproduktionscyklus
Generelt er cyklustiden 15 til 20 dage (fra tidspunktet for bekræftelse af prøverøret). Ordremængden af et enkelt produkt er 5.000 til 10.000. Storskala producenter indstiller normalt en minimumsordre på 10.000. Meget få små producenter har et stort antal sorter. Den mindste ordremængde på 3.000 pr. Produkt er også acceptabel. Meget få kunder åbner forme af sig selv. De fleste af dem er offentlige forme (et par specielle låg er private forme). Kontraktsordremængde og den faktiske forsyningsmængde er ± 10 i denne branche. % afvigelse.
Produktudstilling


Posttid: Apr-30-2024