
Farvekasser tegner sig for den største andel af omkostningerne ved kosmetiske emballagematerialer. På samme tid er processen med farvekasser også den mest komplicerede af alle kosmetiske emballagematerialer. Sammenlignet med plastikproduktfabrikker er udstyrsomkostningerne ved farveboksfabrikker også meget høje. Derfor er tærsklen for farveboksfabrikker relativt høj. I denne artikel beskriver vi kort den grundlæggende viden omFarvebokseemballagematerialer.
Produktdefinition

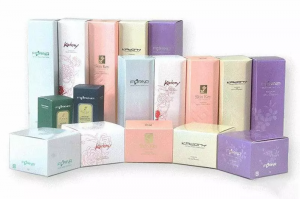
Farvekasser henviser til foldekasser og mikroblandingsbokse lavet af pap og mikro bølgepap pap. I begrebet moderne emballage er farvekasser ændret fra at beskytte produkter til at fremme produkter. Forbrugerne kan bedømme kvaliteten af produkterne efter kvaliteten af farvebokse.
Fremstillingsproces
Fremstilling af farveboksen er opdelt i pressetjeneste og post-press-service. Pre-press-teknologi henviser til den involverede proces inden udskrivning, hovedsageligt inklusive computergrafisk design og desktop-udgivelse. Såsom grafisk design, emballageudvikling, digital korrektur, traditionel korrektur, computerskæring osv. Post-press-service handler mere om produktbehandling, såsom overfladebehandling (oliering, UV, laminering, varm stempling/sølv, prægning osv.) , tykkelse behandling (montering af bølgepapir), ølskæring (skæring af færdige produkter), støbning af farveboks, bogbinding (foldning, hæftning, limbinding).
1. Fremstillingsproces
A. Design af film

Kunstdesigneren tegner og sætter emballage- og udskrivningsdokumenterne og afslutter udvælgelsen af emballagematerialer.
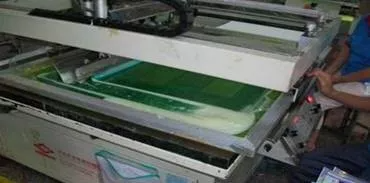
B. Udskrivning
Efter at have fået filmen (CTP -pladen) bestemmes udskrivningen i henhold til filmstørrelsen, papirtykkelsen og trykfarve. Fra et teknisk synspunkt er udskrivning en generel betegnelse for pladefremstilling (kopiering af originalen til en trykplade), udskrivning (den grafiske information på trykpladen overføres til overfladen af underlaget) og efter-pressens behandling ( Behandling af det trykte produkt i henhold til krav og ydeevne, såsom behandling til en bog eller boks osv.).
C. fremstilling af knivforme og montering af grober
Produktionen af matrisen skal bestemmes i henhold til prøven og det semi-færdigt produkt, der er trykt.
D. Udseende -behandling af trykte produkter
Forskøn overfladen, inklusive laminering, varm stempling, UV, oliering osv.
E. die-skæring

Brug en ølmaskine + die-skærer til at døde farveboksen til at danne den grundlæggende stil i farveboksen.
F. gaveæske/klistret kasse

I henhold til prøven eller designstilen skal du lime de dele af farveboksen, der skal fastgøres og tilsluttes sammen, som kan limes af maskine eller for hånd.
2. Almindelige processer efter trykning
Oliebelægningsproces
Olie er en proces med at påføre et lag olie på overfladen af det trykte ark og derefter tørre det gennem en varmeanordning. Der er to metoder, den ene er at bruge en oliemaskine til olie, og den anden er at bruge en trykpresse til at udskrive olie. Hovedfunktionen er at beskytte blækket mod at falde af og forbedre glansen. Det bruges til almindelige produkter med lave krav.
Poleringsproces

Det trykte ark er coatet med et lag olie og ledes derefter gennem en poleringsmaskine, der er fladet af høj temperatur, let bælte og tryk. Det spiller en udjævningsrolle at ændre papirets overflade, hvilket får den til at præsentere en blank fysisk ejendom og kan effektivt forhindre, at den trykte farve falmer.
UV -proces
UV-teknologi er en post-udskrivningsproces, der størkner det trykte stof i en film ved at påføre et lag UV-olie på det trykte stof og derefter bestråle det med ultraviolet lys. Der er to metoder: den ene er UV i fuld plade, og den anden er delvis UV. Produktet kan opnå vandtæt, slidbestandige og lyse effekter
Lamineringsproces

Laminering er en proces, hvor lim påføres PP -filmen, tørret af en varmeanordning og derefter presset på det trykte ark. Der er to typer laminering, blankt og mat. Overfladen af det trykte produkt vil være glattere, lysere, mere pletbestandig, vandafvisende og slidbestandig med lysere farver og mindre tilbøjelige til skade, hvilket beskytter udseendet af forskellige trykte produkter og øger deres levetid.
Holografisk overførselsproces

Holografisk overførsel bruger en støbningsproces til at presse på en bestemt kæledyrsfilm og vakuumcoat den og overfør derefter mønsteret og farve på belægningen til papiroverfladen. Det danner en anti-counterfeiting og lys overflade, som kan forbedre produktets kvalitet.
Guldstemplingsproces

En speciel post-udskrivningsproces, der bruger varmstempling (forgyldt) udstyr til at overføre farvelaget på anodiseret aluminiumsfolie eller anden pigmentfolie til det trykte produkt under varme og tryk. Der er mange farver af anodiseret aluminiumsfolie, hvor guld, sølv og laser er den mest almindelige. Guld og sølv er yderligere opdelt i blankt guld, mat guld, blankt sølv og matsølv. Forgyldning kan forbedre produktets kvalitet
Præget proces
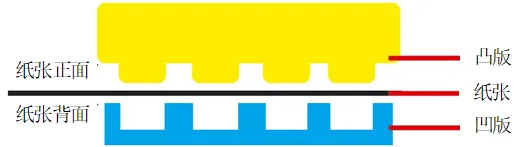
Det er nødvendigt at lave en gravplade og en lettelsesplade, og de to plader skal have god matchende nøjagtighed. Gravpladen kaldes også den negative plade. De konkave og konvekse dele af billedet og tekst, der er behandlet på pladen, er i samme retning som det forarbejdede produkt. Prægningsprocessen kan forbedre produktets kvalitet
Papirmonteringsproces

Processen med at påføre lim jævnt på to eller flere lag af bølgepap, presning og indsættelse af dem i pap, der opfylder emballagekravene kaldes papirlaminering. Det øger produktets fasthed og styrke for bedre at beskytte produktet.
Produktstruktur
1. Materiel klassificering
Ansigtsvæv

Ansigtspapir henviser hovedsageligt til coated papir, smukt kort, guldkort, platinekort, sølvkort, laserkort osv., Som er de udskrivbare dele, der er knyttet til overfladen af bølgepapir. Overtrukket papir, også kendt som coatet trykpapir, bruges generelt til ansigtspapir. Det er et trykpapir af høj kvalitet lavet af basispapir belagt med hvid belægning; Egenskaberne er, at papiroverfladen er meget glat og flad med høj glathed og god glans. Overtrukket papir er opdelt i enkeltsidet coated papir, dobbeltsidet belagt papir, mat coated papir og klud-tekstureret belagt papir. I henhold til kvaliteten er det opdelt i tre kvaliteter: A, B og C. Overfladen af dobbeltovertrukket papir er glattere og glossier, og det ser mere fornemme og kunstneriske ud. Almindelige dobbeltbelagte papirer er 105 g, 128 g, 157 g, 200 g, 250 g osv.
Bølgepapir
Bølgepapir inkluderer hovedsageligt hvidt brætpapir, gult brætpapir, boksbrætpapir (eller hamp brætpapir), offset brætpapir, bogtrykspapir osv. Forskellen ligger i papirvægten, papirtykkelse og papirstivhed. Bølgepapir har 4 lag: overfladelag (høj hvidhed), foringslag (adskiller overfladelaget og kernelaget), kernetag (fyldning for at øge papens tykkelse og forbedre stivheden), bundlaget (papudseende og styrke ). Konventionel papvægt: 230, 250, 300, 350, 400, 450, 500 g/㎡, konventionelle specifikationer for pap (flad): Regelmæssig størrelse 787*1092mm og stor størrelse 889*1194mm, konventionelle specifikationer for pap (rulle): 26 " 28 "31" 33 "35" 36 "38" 40 "osv. (Velegnet til udskrivning) er det trykte overfladepapir lamineret på Bølgepapir for at forbedre stivheden til formning.
Pap
Generelt er der hvidt pap, sort pap osv. Med en gramvægt, der spænder fra 250-400g; Foldet og placeret i en papirboks til samling og understøttende produkter. Den største forskel mellem hvidt pap og hvidt brætpapir er, at hvidt brætpapir er lavet af blandet træ, mens hvidt pap er lavet af logmasse, og prisen er dyrere end hvidt brætpapir. Hele papsiden skæres af en matrice og foldes derefter i den krævede form og placeres inde i papirboksen for bedre at beskytte produktet.
2. farveboksstruktur
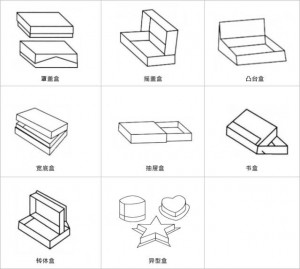
A. Foldning af papirboks
Lavet af foldesistent pap med en tykkelse på 0,3-1,1 mm, det kan foldes og stables i en flad form til transport og opbevaring, før varerne sendes. Fordelene er lave omkostninger, lille rumbesættelse, høj produktionseffektivitet og mange strukturelle ændringer; Ulemperne er lav styrke, grimme udseende og tekstur, og det er ikke egnet til emballering af dyre gaver.
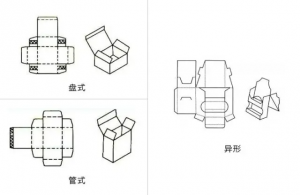
Disktype: Kassedækslet er placeret på den største kasseoverflade, der kan opdeles i dækning, svingdæksel, låstype, positiv pressetætningstype, skuffetype osv.
Rørtype: Kassedækslet er placeret på den mindste kasseoverflade, som kan opdeles i indsættelsestype, låstype, låstype, positiv presseforseglingstype, klæbemiddelforsegling, synligt åbent mærket osv.
Andre: Tube Disc Type og andre specielle formede foldningspapirbokse
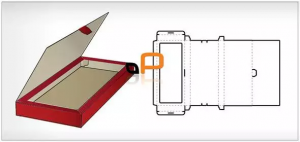
B. Indsæt (fast) papirboks
Basisparet er limet og monteret med finermateriale for at danne en form, og den kan ikke foldes i en flad pakke efter dannelse. Fordelene er, at mange sorter af finérmaterialer kan vælges, anti-puncturbeskyttelsen er god, stablingsstyrken er høj, og den er velegnet til avancerede gaveæske. Ulemperne er høje produktionsomkostninger, kan ikke foldes og stables, finérmaterialet er generelt manuelt placeret, udskrivningsoverfladen er let at være billig, produktionshastigheden er lav, og opbevaring og transport er vanskelig
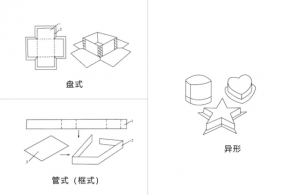
Diskstype: Baseboks -kroppen og bunden af boksen er dannet med en side med papir. Fordelen er, at bundstrukturen er fast, og ulempen er, at sømmene på de fire sider er tilbøjelige til at revne og skal forstærkes.
Rørtype (rammetype): Fordelen er, at strukturen er enkel og let at fremstille; Ulempen er, at bundpladen er let at falde under pres, og sømmene mellem rammen klæbende overflade og det nederste klæbende papir er tydeligt synlige, hvilket påvirker udseendet.
Kombinationstype: Rørdisktype og andre specielle formede foldningspapirbokse.
3. farveboksstruktur
Kosmetikapplikation
Blandt kosmetiske produkter, blomsterbokse, gaveæske osv., Hører alle til kategorien farveboks.

Køb af overvejelser
1. Tilbudsmetode til farvekasser
Farvekasser er sammensat af flere processer, men den omtrentlige omkostningsstruktur er som følger: Ansigtspapiromkostninger, bølgepapiromkostninger, film, PS -plade, udskrivning, overfladebehandling, rullende, montering, die skæring, indsæt, 5% tab, skat, fortjeneste osv.
2. almindelige problemer
Kvalitetsproblemerne med udskrivning inkluderer farveforskel, snavs, grafiske fejl, lamineringskalender, prægning osv.; Kvalitetsproblemerne ved klipning af die er hovedsageligt revnede linjer, ru kanter osv.; og kvalitetsproblemerne med indsætkasser er i stand til at afvise, oversvømmende lim, foldekasseformning osv.

Posttid: Nov-26-2024