
Enkonduko: En la lastaj jaroj, la aplikaj kampoj de hosa pakado iom post iom pligrandiĝis. Industriaj provizoj elektas hosojn, kiel lubrikan oleon, vitran gluon, kapelan gluon, ktp; Manĝaĵo elektas hosojn, kiel mustardo, chili -saŭco, ktp; Farmaciaj ungventoj elektas hosojn, kaj la tubo -pakaĵo de dentokarno ankaŭ estas konstante ĝisdatigita. Pli kaj pli multaj produktoj en diversaj kampoj estas enpakitaj en "tuboj". En la kosmetika industrio, hosoj estas facile elpremeblaj kaj uzeblaj, malpezaj kaj porteblaj, havas personecigitajn specifojn, kaj estas agorditaj por presado. Ili estas uzataj en kosmetikaĵoj, ĉiutagaj necesaĵoj, produktoj kiel purigaj produktoj tre ŝatas uzi kosmetikaĵojntubo -pakaĵo.
Produkta Difino
Hose estas speco de paka ujo bazita sur PE -plasto, aluminia folio, plasta filmo kaj aliaj materialoj. Ĝi estas farita en littukojn per kuntiro kaj kunmetaj procezoj, kaj poste prilaboritaj en tuban formon per speciala fabrikado de tuboj. La hoso estas malpeza kaj facile uzebla. Ĝi estas favorita de multaj kosmetikaj fabrikantoj pro ĝiaj trajtoj kiel portebleco, fortikeco, reciklebleco, facila elpremado, prilaborado de agado kaj presado de adapteco.
Fabrikada procezo
1. Molding Process
A 、 aluminia-plasta kunmetita hoso

Aluminia-plasta kunmetita hoso estas paka ujo farita el aluminia folio kaj plasta filmo per kuntira kunmeta procezo, kaj tiam prilaborita en tuban formon per speciala tub-fabrikado. Ĝia tipa strukturo estas PE/PE +EAA/AL/PE +EAA/PE. Aluminiaj plastaj kunmetitaj hosoj estas ĉefe uzataj por pakaj kosmetikaĵoj, kiuj postulas altajn higienajn kaj barierajn proprietojn. La baro -tavolo estas ĝenerale aluminia folio, kaj ĝiaj baro -proprietoj dependas de la pinta grado de la aluminia folio. Kun la kontinua plibonigo de teknologio, la dikeco de la tavolo de aluminia folia baro en aluminio-plastaj kunmetitaj hosoj reduktiĝis de la tradiciaj 40 μm al 12 μm aŭ eĉ 9 μm, kio multe ŝparas rimedojn.
B. Plena plasta kompona hoso

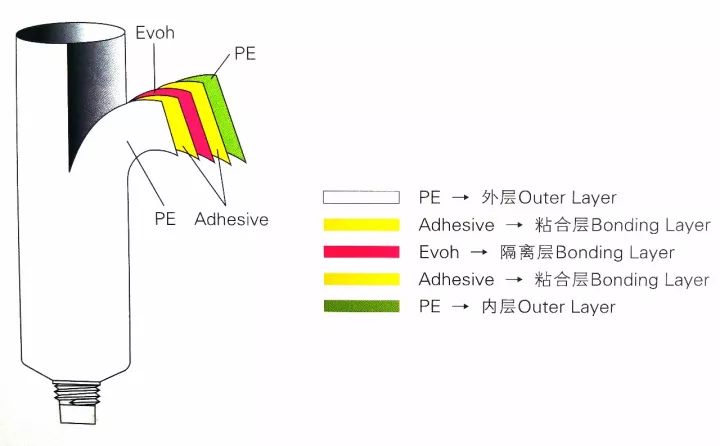
Ĉiuj plastaj komponentoj estas dividitaj en du specojn: tute-plastaj ne-barriaj kunmetitaj hosoj kaj tute-plastaj baroj kunmetitaj hosoj. Ĉia-plastaj ne-barilaj kunmetitaj hosoj estas ĝenerale uzataj por pakado de malaltaj, rapidaj konsumantaj kosmetikaĵoj; Ĉia-plastaj baroj kunmetitaj hosoj estas kutime uzataj por meza ĝis malalt-kosta pakaĵo pro flankaj kudroj en farado de tuboj. La baro -tavolo povas esti EVOH, PVDC, aŭ oksidaj tegaĵoj. Mult-tavolaj kunmetaĵaj materialoj kiel PET. La tipa strukturo de tute-plasta baro kunmetita hoso estas PE/PE/EVOH/PE/PE.
C. plasta kun-ekstrema hoso
Kun-eltrova teknologio estas uzata por ko-elĉerpi krudmaterialojn kun malsamaj proprietoj kaj tipoj kune kaj formi ilin samtempe. Plastaj kun-elĉerpitaj hosoj estas dividitaj en unu-tavolajn elĉerpitajn hosojn kaj plur-tavolajn kuntruditajn hosojn. La unua estas uzata ĉefe por rapidaj konsumantaj kosmetikaĵoj (kiel mana kremo, ktp.), Kiuj havas altajn postulojn pri aspekto sed malaltaj efektivaj agoj. Pakado, ĉi-lasta estas uzata ĉefe por pakado de altnivelaj kosmetikaĵoj.
2. Surfaca Traktado
La hoso povas esti enigita en kolorajn tubojn, travideblajn tubojn, kolorajn aŭ travideblajn frostitajn tubojn, perlecajn tubojn (perlescentaj, disaj arĝentaj perloj, disaj oraj perloj), kaj povas esti dividitaj en UV, matte aŭ hela. Matte aspektas eleganta, sed facile malpuriĝas, kaj kolorigas la diferencon inter la tubo kaj la granda areo-presado sur la tuba korpo povas esti juĝita de la incizo ĉe la vosto. La tubo kun blanka incizo estas granda-areo-presanta tubo. La inko uzata devas esti alta, alie ĝi facile falos kaj fendos kaj malkaŝos blankajn markojn post kiam ili estis falditaj.

3. Grafika Presado
Ofte uzataj metodoj sur la surfaco de hosoj inkluzivas silkan ekranan presadon (uzante makulajn kolorojn, malgrandajn kaj malmultajn kolorblokojn, same kielplasta botelopresado, postulanta kolorregistradon, ofte uzatan en profesiaj liniaj produktoj), kaj kompensita presado (simila al papera presado, kun grandaj koloraj blokoj kaj multaj koloroj). , ofte uzata en ĉiutagaj kemiaj linioj), same kiel varma stampado kaj arĝenta varma stampado. Offset -presado (kompensita) estas kutime uzata por hosa prilaborado. Plej multaj el la uzataj inkoj estas UV-sekigitaj. Ĝi kutime postulas, ke la inko havu fortan adhesion kaj reziston al senkoloriĝo. La presanta koloro devas esti ene de la specifita ombro, la superprema pozicio devas esti preciza, la devio devas esti ene de 0,2mm, kaj la tiparo devas esti kompleta kaj klara.
La ĉefa parto de la plasta hoso inkluzivas la ŝultron, tubon (tuban korpon) kaj tuban voston. La tubo-parto ofte estas ornamita per rekta presado aŭ mem-vostaj etikedoj por porti tekstajn aŭ ŝablonajn informojn kaj plibonigi la valoron de produkta pakaĵo. La ornamado de hosoj estas nuntempe plejparte atingita per rekta presado kaj mem-vostaj etikedoj. Rekta presado inkluzivas ekranan presadon kaj kompensan presadon. Kompare kun rekta presado, la avantaĝoj de mem-vostaj etikedoj inkluzivas: presi diversecon kaj stabilecon: la procezo fari tradiciajn elĉerpitajn hosojn unue kaj tiam presado kutime uzas kompensan presadon kaj ekranan presadon, dum mem-vosta presado povas uzi leterpremon, flekseblan presadon, Offset -presado, ekrana presado, varma stampado kaj aliaj diversigitaj kombinitaj presaj procezoj, la malfacila kolora agado estas pli stabila kaj bonega.
1. PIPA Korpo
A. Klasifiko
Laŭ materialo: aluminio-plasta kompona hoso, tute-plasta hoso, paper-plasta hoso, alta brila aluminia tuko, ktp.
Laŭ dikeco: unu-tavola tubo, du-tavola tubo, kvin-tavola kompona tubo, ktp.
Laŭ tubo -formo: ronda hoso, ovala tubo, plata hoso, ktp.
Laŭ apliko: vizaĝa purigila tubo, BB -skatola tubo, mana kremo -tubo, mana remover -tubo, sunbruna tubo, dentokarno, tubo de klimatizilo, tubo de tinkturfarboj, vizaĝa maska tubo, ktp.
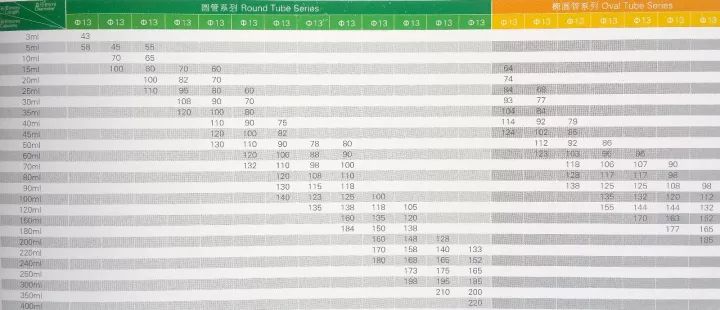
Konvencia tubo -diametro: φ13, φ16, φ19, φ22, φ25, φ28, φ30, φ33, φ35, φ38, φ40, φ45, φ50, φ55, φ60
Regula Kapacito:
3g, 5g, 8g, 10g, 15g, 20g, 25g, 30g, 35g, 40g, 45g, 50g, 60g, 80g, 100g, 110g, 120g, 130g, 150g, 180g, 200g, 250g, 250g, 130g, 150g, 180g, 200g, 250g, 250g.
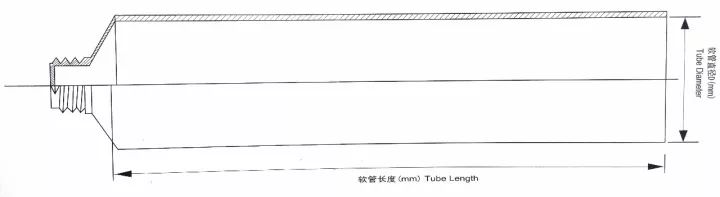
B. Hose -grandeco kaj volumena referenco
Dum la produktada procezo de hosoj, ili estos elmontritaj al "hejtado" procezoj multfoje, kiel ekzemple desegnado de tuboj, kunigo, vitrado, kompensa presado kaj seka ekrano. Post ĉi tiuj procezoj, la grandeco de la produkto estos ĝustigita en iu mezuro. La ŝrumpado kaj "ŝrumpado" ne estos la samaj, do estas normale, ke la tubo -diametro kaj tubo -longo estas ene de gamo.
C. Kazo: Skema Diagramo de Kvin-Tavola Plasta Komponita Hosa Strukturo
2. Tuba vosto
Iuj produktoj devas esti plenigitaj antaŭ sigeli. La sigelado povas esti dividita en: rekta sigelado, twill-sigelado, ombrelforma sigelilo, kaj speciala forma sigelado. Kiam vi sigeliĝas, vi povas peti presi la postulatajn informojn ĉe la sigela loko. Dato -kodo.

3. Subtenanta Ekipaĵon
A. regulaj pakoj
Hosaj ĉapoj venas en diversaj formoj, ĝenerale dividitaj en ŝraŭbajn ĉapojn (unu-tavolaj kaj duoblaj tavoloj, la du-tavolaj eksteraj ĉapoj estas plejparte elektroplataj ĉapoj por pliigi produktan kvaliton kaj aspekti pli belaj, kaj profesiaj linioj plejparte uzas ŝraŭbajn ĉapojn), plataj ĉapoj, ronda kapkovrilo, cigaredingo, flip-kovrilo, super plata kovrilo, duobla tavola kovrilo, sfera kovrilo, lipruĝa kovrilo, plasta kovrilo ankaŭ povas esti prilaborita en diversaj procezoj, Varma stampanta rando, arĝenta rando, kolora kovrilo, travidebla, oleo -ŝprucaĵo, elektroplatado, ktp., Tipaj ĉapoj kaj lipruĝaj ĉapoj estas kutime ekipitaj per internaj ŝtopiloj. La hosa kovrilo estas injekta muldita produkto kaj la hoso estas tirita tubo. Plej multaj hosaj fabrikantoj ne produktas manajn kovrilojn mem.

B. Multfunkcia subtena ekipaĵo
Kun la diversigo de uzantaj bezonoj, la efika integriĝo de enhavo kaj funkcia strukturo, kiel masaĝaj kapoj, pilkoj, ruliloj, ktp., Ankaŭ fariĝis nova postulo en la merkato.

Kosmetikaj aplikoj
La hoso havas la karakterizaĵojn de malpeza pezo, facile portebla, forta kaj daŭra, reciklebla, facile elpremebla, bona pretiga agado kaj presanta adapteco. Ĝi estas favorita de multaj kosmetikaj fabrikantoj kaj estas vaste uzata en purigaj produktoj (vizaĝa lavado, ktp.) Kaj haŭtaj prizorgaj produktoj. En la pakaĵo de kosmetikaĵoj (diversaj okulaj kremoj, hidratigiloj, nutraj kremoj, kremoj, sunbrunoj, ktp.) Kaj belecaj kaj haraj prizorgaj produktoj (ŝampuo, klimatizilo, lipruĝo, ktp.).
Aĉetaj ŝlosilaj punktoj
1. Recenzo pri Hose Design Drawings

Por homoj, kiuj ne konas la hosojn, desegni la arton memstare povas esti kora problemo, kaj se vi faras eraron, ĉio ruinigos. Altkvalitaj provizantoj projektos relative simplajn desegnaĵojn por tiuj, kiuj ne konas la hosojn. Post kiam la tubo -diametro kaj tubo -longo estas determinitaj, ili tiam provizos dezajnan arean diagramon. Vi nur bezonas meti la projektan enhavon en la diagraman areon kaj centri ĝin. Jen ĝi. Altkvalitaj provizantoj ankaŭ inspektos kaj konsilos pri viaj projektoj kaj produktadaj procezoj. Ekzemple, se la pozicio de la elektra okulo estas malĝusta, ili diros al vi; Se la koloro ne estas akceptebla, ili memorigos vin; Se la specifoj ne plenumas la projekton, ili memorigos vin plurfoje por ŝanĝi la artaĵon; Kaj se la barkoda direkto kaj legebleco estas kvalifikitaj, kolora disiĝo kaj altkvalitaj provizantoj kontrolos vin unu post unu, ĉu estas malgrandaj eraroj kiel ekzemple ĉu la procezo povas produkti hoson aŭ eĉ se la desegno ne estas tordita.
2. Elekto de pipaj materialoj:
La materialoj uzataj devas plenumi koncernajn sanajn normojn, kaj malutilaj substancoj kiel pezaj metaloj kaj fluoreskaj agentoj devas esti kontrolitaj ene de specifitaj limoj. Ekzemple, la polietileno (PE) kaj polipropileno (PP) uzita en hosoj eksportitaj al Usono devas renkonti la usonan manĝon kaj drogadministradon (FDA) normon 21CFR117.1520.
3. Komprenu Plenigi Metodojn
Ekzistas du metodoj de hosa plenigo: vosto -plenigo kaj buŝa plenigo. Se ĝi kompletigas pipon, vi devas atenti aĉetante la hoson. Vi devas konsideri, ĉu la "grandeco de la tubo -buŝo kaj la grandeco de la pleniga cigaredingo" kongruas kaj ĉu ĝi povas esti fleksebla etendita en la pipon. Se ĝi plenigas ĉe la fino de la tubo, tiam vi devas aranĝi la hoson, kaj samtempe konsideri la kapon kaj vostan direkton de la produkto, por fari ĝin oportuna kaj rapida eniri la tubon dum kompletigo. Due, vi devas scii, ĉu la enhavo dum plenigo estas "varma plenigo" aŭ ĉe ĉambra temperaturo. Krome la procezo de ĉi tiu produkto ofte rilatas al la dezajno. Nur per kompreno de la naturo de plenigado de produktado anticipe ni povas eviti problemojn kaj atingi altan produktadon kaj efikecon.
4. Hose Selection
Se la enhavo pakita de ĉiutaga kemia kompanio estas produktoj aparte sentemaj al oksigeno (kiel iuj blankigaj kosmetikaĵoj) aŭ havas tre volatilajn bonodorojn (kiel esencaj oleoj aŭ iuj oleoj, acidoj, saloj kaj aliaj korodaj kemiaĵoj), tiam kvin- Tavolo kuntrudita pipo devas esti uzata. Ĉar la oksigena transdona indico de kvin-tavola kun-elĉerpita tubo (polietileno/liganta rezino/EVOH/liganta rezino/polietileno) estas 0,2-1,2 ekzempleroj, dum la oksigena transdona indico de ordinara polietilena unu-tavola tubo estas 150- 300 ekzempleroj. Ene de certa tempodaŭro, la pezoperdo de kun-elĉerpitaj tuboj enhavantaj etanolon estas dekduoj da fojoj malpli ol tiu de unu-tavolaj tuboj. Krome, EVOH estas etilen-vinila alkohola kopolimero kun bonegaj baro-proprietoj kaj bonodora retenado (la dikeco estas optimuma kiam ĝi estas 15-20 mikronoj).
5. Preza Priskribo
Estas granda diferenco en prezo inter hosa kvalito kaj fabrikanto. La plato faranta kotizon estas kutime 200 juanoj ĝis 300 juanoj. La tuba korpo povas esti presita per plurkolora presado kaj silka ekrano. Iuj fabrikantoj havas termikan translokan presan ekipaĵon kaj teknologion. Varma stampado kaj arĝenta varma stampado estas kalkulitaj surbaze de unueca prezo por areo. Silka ekrana presado havas pli bonan efikon, sed estas pli multekosta kaj estas malpli multaj fabrikantoj. Malsamaj fabrikantoj devas esti elektitaj laŭ malsamaj niveloj de bezonoj.
6. Hose Produktada Ciklo
Ĝenerale, la ciklotempo estas 15 ĝis 20 tagoj (de la tempo de konfirmado de la specimena tubo). La mendokvanto de ununura produkto estas 5.000 ĝis 10.000. Grandskalaj fabrikantoj kutime fiksas minimuman mendokvanton de 10.000. Tre malmultaj malgrandaj fabrikantoj havas multajn variojn. La minimuma mendokvanto de 3.000 per produkto ankaŭ estas akceptebla. Tre malmultaj klientoj malfermas muldilojn mem. Plej multaj estas publikaj muldiloj (kelkaj specialaj kovriloj estas privataj muldiloj). La kontrakta ordo -kvanto kaj la efektiva proviza kvanto estas ± 10 en ĉi tiu industrio. % devio.
Produkta Spektaklo


Afiŝotempo: Apr-30-2024