
Inter metalaj materialoj,aluminioTuboj havas la karakterizaĵojn de alta forto, bela aspekto, malpeza, ne-toksa kaj senodora. Ili ofte estas uzataj en la kosmetikaĵoj kaj farmaciaj industrioj. Kiel presanta materialo, metalo havas bonajn pretigajn liniojn kaj varion de stilaj desegnoj. La presa efiko kondukas al la unueco de ĝia uzvaloro kaj arto.
Metala Presado
Presado de malmolaj materialoj kiel metalaj platoj, metalaj ujoj (mulditaj produktoj), kaj metalaj folioj. Metala presado ofte ne estas la fina produkto, sed ankaŭ devas esti farita en diversaj ujoj, kovriloj, konstruaj materialoj, ktp.
01 Funkcioj
①Brilaj koloroj, riĉaj tavoloj kaj bonaj vidaj efikoj.
②La presa materialo havas bonan procesecon kaj diversecon en stila dezajno. (Ĝi povas realigi novajn kaj unikajn stilajn desegnojn, fabriki diversajn specialajn cilindrojn, kanojn, skatolojn kaj aliajn pakaĵajn ujojn, beligi produktojn kaj plibonigi produktan konkurencivon)
③Ĝi taŭgas por realigi la unuecon de la uzvaloro kaj arto de la produkto. (Metalaj materialoj havas bonan agadon kaj la eluziĝon kaj fortikecon de inko kreas kondiĉojn por realigi unikan dezajnon kaj delikatan presadon, plibonigi la fortikecon kaj daŭrigeblecon de produktoj, kaj estas la unueco de produkta uzo kaj arto)
02Printing -metodo -elekto
Depende de la formo de la substrato, la plej multaj el ili uzas kompensan presadon, ĉar kompensita presado estas nerekta presado, fidante je la elasta kaŭĉuko -rulilo por kontakti la malmolan substraton por kompletigi la translokigon de inko.
①Plata folio (tinplato tri-peca povas) ------ kompensa presado
②Mulditaj produktoj (aluminia du-peca stampita kanoj) ----- leterpress-kompensa presado (seka kompensa presado)
Antaŭzorgoj
Unue: Por presado de metalaj materialoj, la rekta presa metodo rekte presi la malmolan metalan presadon kaj la malmolan substraton ne povas esti uzata, kaj ofte nerekta presado ofte estas uzata.
Due: Ĝi estas ĉefe presita per litografia kompensa presado kaj leterpremado seka kompensa presado.
2. Presi Materialojn
Presado de malmolaj materialoj kiel metalaj platoj, metalaj ujoj (mulditaj produktoj), kaj metalaj folioj. Metala presado ofte ne estas la fina produkto, sed ankaŭ devas esti farita en diversaj ujoj, kovriloj, konstruaj materialoj, ktp.
01Tinplato
(Stana tegita ŝtala plato)
La ĉefa presanta materialo por metala presado estas stana sur maldika ŝtala plato-substrato. La dikeco estas ĝenerale 0.1-0.4mm.
①Transversa vido de tinplato:
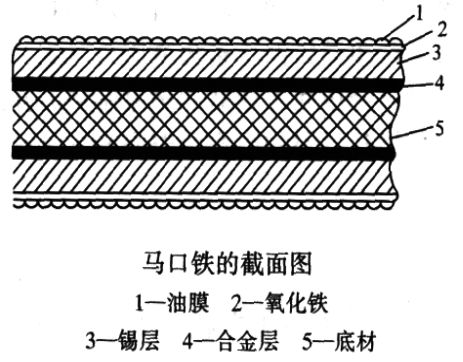
La funkcio de la oleo -filmo estas malhelpi surfacajn skrapojn kaŭzitajn de frotado dum stakado, ligado aŭ transportado de feraj littukoj.
② Laŭ malsamaj stanaj tegmentaj procezoj, ĝi estas dividita en: varma trempita stanplato; elektroplatita stanplato
02wuxi maldika ŝtala plato
Ŝtala plato, kiu tute ne uzas stanon. La protekta tavolo estas kunmetita de ekstreme maldika metala kromo kaj kroma hidroksido:
①tfs transversa vido
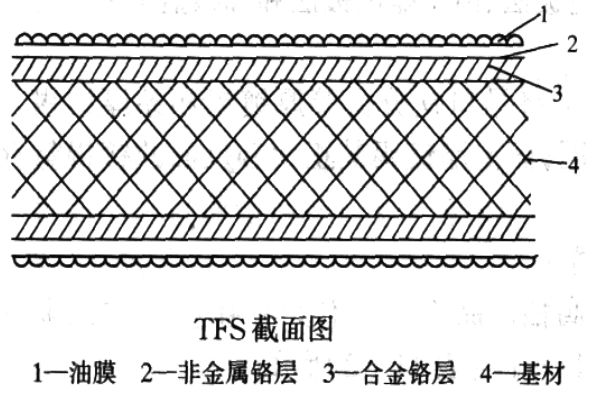
La metala kroma tavolo povas plibonigi korodan reziston, kaj kroma hidroksido plenigas la porojn sur la kroma tavolo por malebligi ruston.
②Notetoj:
Unue: la surfaca brilo de TFS -ŝtala plato estas malriĉa. Se presite rekte, la klareco de la ŝablono estos malriĉa.
Due: Kiam vi uzas, apliku farbon por kovri la surfacon de la ŝtala plato por akiri bonan inkon -adhesion kaj korodan reziston.
03zinka Fera Plato
La malvarma rulita ŝtala plato estas tegita per fandita zinko por formi zinkan feran teleron. Kovri la zinkan feran teleron kun kolora farbo fariĝas kolora zinka plato, kiu estas uzata por ornamaj paneloj.
04aluminia folio (aluminia materialo)
①klasifiko
Aluminiaj littukoj havas bonegajn propraĵojn. Samtempe, la surfaca reflektiveco de la aluminia plato estas alta, la preseblaĵo estas bona, kaj bonaj presaj efikoj povas esti akiritaj. Tial en metala presado, aluminiaj littukoj estas vaste uzataj.
②Main Trajtoj:
Kompare kun Tinplate kaj TFS -ŝtalaj platoj, la pezo estas 1/3 pli malpeza;
Ne produktas oksidojn post kolorigo kiel feraj platoj;
Neniu metala odoro estos produktita pro la precipitaĵo de metalaj jonoj;
La surfaca traktado estas facila, kaj brilaj koloraj efikoj povas esti akiritaj post kolorigo;
Ĝi havas bonan varmotransportan rendimenton kaj malpezan reflektan rendimenton, kaj havas bonan kovrilan kapablon kontraŭ lumo aŭ gaso.
③Notetoj
Post ripetita malvarma rulado de aluminiaj platoj, la materialo fariĝos frapita dum ĝi malmoliĝas, do la aluminiaj littukoj devas esti kvietigitaj kaj harditaj.
Kiam revestado aŭ presado, mildigado okazos pro kreskanta temperaturo. La materialo de aluminia plato devas esti elektita laŭ la uzo de uzo.
3. Fera Presa Inko (farbo)
La surfaco de metala substrato estas glata, malmola kaj havas malbonan absorbadon de inko, do oni devas uzi rapidan sekigan presan inkon. Ĉar pakaĵoj havas multajn specialajn postulojn kaj ekzistas multaj antaŭ-presantaj kaj post-presaj tegaĵaj prilaboraj paŝoj por metalaj ujoj, ekzistas multaj specoj de metalaj presaj inkoj.
01Interior Paint
La inko (tegaĵo) tegita sur la interna muro de la metalo estas nomata interna tegaĵo.
①funkcio
Certigu la izoladon de metalo de enhavo por protekti manĝaĵojn;
Kovru la koloron de la stanplato mem.
Protektu la feran folion kontraŭ korodo per la enhavo.
②reecvizioj
La farbo estas en rekta kontakto kun la enhavo, do la farbo devas esti ne-toksa kaj senodora. Ĝi estu sekigita en sekigilon post interna tegaĵo.
③tipo
Frukta tipo -farbo
Ĉefe olea rezina tipo konektanta materialojn.
Maizo kaj gren-bazitaj tegaĵoj
Ĉefe oleoresina tipo -ligilo, kun iuj malgrandaj eroj de zinka rusto aldonita.
Viando -Tipo -Kovado
Por malebligi korodon, fenolajn rezinojn kaj epoksajn rezinajn konektajn materialojn estas ĉefe uzataj, kaj oni ofte aldonas iujn aluminiajn pigmentojn por malebligi sulfuran poluadon.
Ĝenerala farbo
Ĉefe oleoresina tipo -ligilo, kun iu fenola rezino aldonita.
02exterior revestiĝo
La inko (tegaĵo) uzata por presado sur la ekstera tavolo de metalaj pakaj ujoj estas ekstera tegaĵo, kiu estas uzata por pliigi la aspekton kaj fortikecon.
① Primer -farbo
Uzata kiel printilo antaŭ presado por certigi bonan rilaton inter la blanka inko kaj la fera folio kaj plibonigi la adhesion de la inko.
Teknikaj Postuloj: La printilo devas havi bonan afinecon kun la metala surfaco kaj inko, bona fluideco, lumkoloro, bona akva rezisto kaj revesta dikeco de ĉirkaŭ 10 μm.
②White Ink - uzata por krei blankan bazon
Uzita kiel fonkoloro por presi plenpaĝajn grafikojn kaj tekston. La tegaĵo devas havi bonan adhesion kaj blankecon, kaj ne devas iĝi flava aŭ fadi sub alt-temperatur-bakado, kaj ne devas senŝeligi aŭ senŝeligi dum la kanada procezo.
La funkcio estas igi la koloran inkon presita sur ĝi pli viva. Kutime du aŭ tri tavoloj estas aplikataj per rulilo por atingi la deziratan blankecon. Por eviti la eblan flavecon de blanka inko dum bakado, iuj pigmentoj, nomataj toneroj, povas esti aldonitaj.
③kolora inko
Krom la propraĵoj de litografia presa inko, ĝi ankaŭ havas bonan reziston al alt-temperatura bakado, kuirado kaj solva rezisto. Plej multaj el ili estas UV -fera presa inko. Ĝiaj reologiaj proprietoj estas esence la samaj kiel tiuj de litografia inko, kaj ĝia viskozeco estas 10 ~ 15s (Kovado: N -ro 4 taso/20 ℃)
4. Metala hosa presado
Metala hoso estas cilindra paka ujo farita el metala materialo. Ĝi estas uzata ĉefe por la pakaĵo de pasto-similaj eroj, kiel specialaj ujoj por dentokarno, ŝuo-poluro kaj medicinaj ungventoj. Metala hosa presado estas kurba surfaca presado. La presa plato estas kupra plato kaj fotosensiva rezina plato, uzante literpreman kompensan presan procezon: metalaj hosoj plejparte raportas al aluminiaj tuboj. La fabrikado kaj presado de aluminiaj tuboj estas kompletigitaj per kontinua aŭtomata produktada linio. Post varma stampado kaj tondado, la aluminia monbileto komencas eniri la presan procezon.
01 Funkcioj
La pasto havas certan viskozecon, estas facile aliĝi kaj deformi, kaj estas oportune paki kun metalaj hosoj. Ĝiaj trajtoj estas: tute sigelitaj, povas izoli eksterajn lumfontojn, aeron, humidecon, ktp., Bona freŝeco kaj stokado de gusto, facila prilaborado de materialoj, alta efikeco, plenigado de la produktoj estas rapida, preciza kaj malmultekosta, kaj estas tre popularaj inter konsumantoj.
02Procesanta metodo
Unue, la metala materialo estas farita en hosan korpon, kaj poste presado kaj post-presanta prilaborado estas faritaj. La tuta procezo de tubo flua, interna tegaĵo, printempo ĝis presado kaj ĉapado estas finita sur tute aŭtomata tuboproduktado.
03tipo
Laŭ la materialoj konsistigantaj la hoson, estas tri specoj:
①tin Hose
La prezo estas alta kaj ĝi malofte estas uzata. Nur iuj specialaj drogoj estas uzataj pro la naturo de la produkto.
②lead Hose
Plumbo estas toksa kaj malutila por la homa korpo. Ĝi nun estas malofte uzata (preskaŭ malpermesita) kaj estas uzata nur en produktoj enhavantaj fluoridon.
③Aluminum Hose (plej vaste uzata)
Alta forto, bela aspekto, malpeza, ne-toksa, bongusta kaj malalta prezo. Ĝi estas vaste uzata en la pakaĵo de kosmetikaĵoj, alta dento-pasto, farmaciaĵoj, manĝaĵoj, hejmaj produktoj, pigmentoj, ktp.
04Printa arto
La proceza fluo estas: presi fonan koloron kaj sekigon - presi grafikojn kaj tekston kaj sekigon.
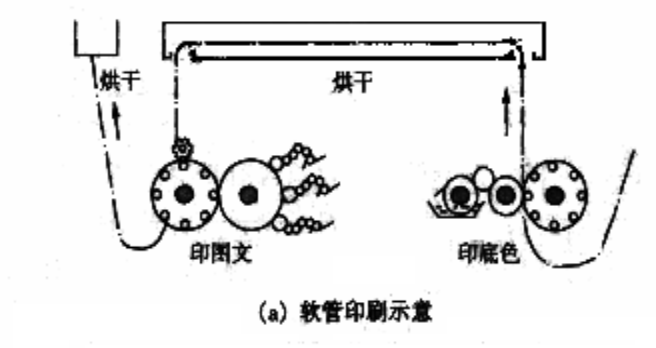
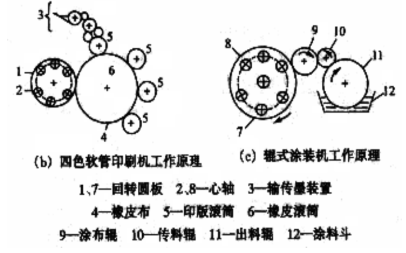
La presanta parto uzas satelitan strukturon kaj estas ekipita per bazkoloro kaj sekiga aparato. La baza kolora presanta mekanismo estas apartigita de aliaj mekanismoj, kaj infraruĝa sekiga aparato estas instalita en la mezo.
①Print fonkoloro
Uzu blankan printilon por presi la bazan koloron, la tegaĵo estas pli dika, kaj la surfaco estas plata kaj glata. Por specialaj efikoj, la fonkoloro povas esti alĝustigita al malsamaj koloroj, kiel rozkolora aŭ helblua.
②i la fonan koloron
Enmetu ĝin en alt-temperaturan fornon por bakado. La hoso ne fariĝos flava post sekiĝo, sed devus havi iom da glueco sur la surfaco.
③ presi bildojn kaj tekston
La inko -translokiga aparato translokigas la inkon al la reliefo, kaj la grafika kaj teksta inko de ĉiu presanta plato estas translokigita al la litkovrilo. La kaŭĉuko -rulilo presas la grafikon kaj tekston sur la ekstera muro de la hoso samtempe.
Hose-grafikaĵoj kaj teksto estas ĝenerale solidaj, kaj multkoloraj superprintoj ne interkovras unu la alian. La kaŭĉuka rulilo rotacias unufoje por kompletigi la presadon de multoblaj hosoj. La hoso estas metita sur la mandrilon de la rotacianta disko kaj ne rotacias memstare. Ĝi nur rotacias tra frikcio post kontakto kun la kaŭĉuko -rulilo.
④Printante kaj sekigante
La presita hoso devas esti sekigita en forno, kaj la seka temperaturo kaj tempo devas esti elektitaj laŭ la antioksidaj ecoj de la inko.
Afiŝotempo: majo-15-2024