
Värvikastid moodustavad suurima osa kosmeetiliste pakendimaterjalide maksumusest. Samal ajal on värvikastide protsess kõigist kosmeetilistest pakendimaterjalidest ka kõige keerulisem. Võrreldes plasttootetehastega on ka värvikasti tehaste varustuse maksumus väga kõrge. Seetõttu on värvikasti tehaste lävi suhteliselt kõrge. Selles artiklis kirjeldame lühidalt põhiteadmisiVärvikasti pakendimaterjalid.
Toote määratlus

Värvikastid viitavad kokkuklapitavatest karpidest ja mikro -gofreeritud kastidest, mis on valmistatud papist ja mikro -gofreeritud papist. Kaasaegse pakendi kontseptsioonis on värvikastid muutunud toodete kaitsmisest toodete reklaamimiseks. Tarbijad saavad toodete kvaliteeti hinnata värvikastide kvaliteedi järgi.
Tootmisprotsess
Värvikasti tootmisprotsess jaguneb pressieelseks teenuseks ja press-järgseks teenuseks. Eelpressitehnoloogia viitab enne printimist seotud protsessile, sealhulgas peamiselt arvutigraafilise disaini ja lauaarvutite kirjastamisele. Nagu graafiline disain, pakendite arendamine, digitaalne tõestamine, traditsiooniline tõestamine, arvutilõikamine jne. Pressijärgne teenus on pigem toote töötlemine, näiteks pinnatöötlus (õlitamine, UV, lamineerimine, kuum tempel/hõbe, reljeefne jne) , paksuse töötlemine (gofreeritud paber paigaldamine), õlle lõikamine (valmistooted), värvikarbi vormimine, raamatute sidumine (voltimine, klammerdamine, liimi sidumine).
1. tootmisprotsess
A. Filmi kujundamine

Kunstidisainer joonistab ja kirjutab pakendi- ja printimisdokumendid ning täidab pakendimaterjalide valiku.
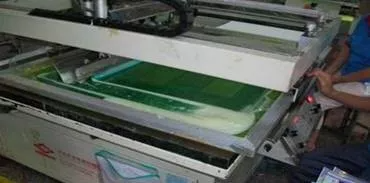
B. printimine
Pärast kile (CTP -plaadi) hankimist määratakse trükk vastavalt kile suurusele, paberi paksusele ja trükivärvile. Tehnilisest vaatepunktist on printimine plaadi valmistamiseks üldine termin (originaali kopeerimine trükkplaadile), printimine (graafiline teave trükiplaadil kantakse substraadi pinnale) ja postitusejärgse töötlemise ( Trükitud toote töötlemine vastavalt nõuetele ja jõudlusele, näiteks töötlemine raamatusse või kasti jne).
C. Nugavormide ja kinnituskaevude valmistamine
Die tootmine tuleb kindlaks määrata vastavalt proovile ja poolvaldkonnale trükitud toode.
D. Trükitud toodete välimuse töötlemine
Kaunistage pind, sealhulgas lamineerimine, kuum tembeldamine, UV, õlitamine jne.
E. DieCuting

Värvikasti põhilise stiili moodustamiseks kasutage õllemasinat + die lõikurit.
F. kinkekarp/kleepuv kast

Valimi või kujundusstiili järgi liimige värvikasti osad, mis tuleb fikseerida ja omavahel ühendada, mida saab liimida masinaga või käsitsi.
2. Levinud järeltrükiprotsessid
Naftakatmise protsess
Õlitamine on protsess, mille abil rakendada trükitud lehe pinnale õli kihti ja kuivatada see seejärel kütteseadme kaudu. Seal on kaks meetodit, üks on õli õlimasina kasutamine ja teine on õli printimiseks trükikoda. Peamine funktsioon on kaitsta tinti kukkumise ja läikivuse suurendamise eest. Seda kasutatakse madala nõuetega tavaliste toodete jaoks.
Poleerimisprotsess

Trükitud leht on kaetud kihiga õliga ja läbitakse seejärel läbistava masinaga, mida tasandab kõrge temperatuur, kerge vöö ja rõhk. See mängib paberi pinna muutmiseks siluvat rolli, muutes selle läikiva füüsilise omaduse ja võib trükitud värvi tuhmumise tõhusalt ära hoida.
UV -protsess
UV-tehnoloogia on printimisjärgne protsess, mis tugevdab trükitud ainet kileks, rakendades ultraviolettõli kihti trükitud ainele ja kiirgades seda seejärel ultraviolettvalgusega. Seal on kaks meetodit: üks on täisplaadi UV ja teine osaline UV. Toode võib saavutada veekindla, kulumiskindlad ja erksad efektid
Lamineerimisprotsess

Lamineerimine on protsess, mille käigus liim kantakse PP -kilele, kuivatatakse kütteseade ja surutakse seejärel trükitud lehele. Lamineerimist on kahte tüüpi, läikiv ja matt. Trükitud toote pind on sujuvam, heledam, plekikindel, veekindlam ja kulumiskindlam, heledamate värvidega ja vähem kahjustuste tekkeks, mis kaitseb erinevate trükitud toodete välimust ja suurendab nende kasutusaja.
Holograafiline ülekandeprotsess

Holograafiline ülekandmine kasutab vormimisprotsessi konkreetse lemmikloomakile ja vaakumkatte ettepressimiseks ning seejärel katte mustri ja värvi paberipinnale. See moodustab käsimüügivastase ja heleda pinna, mis võib parandada toote astet.
Kuldse tembeldamise protsess

Spetsiaalne postitrükiprotsess, mis kasutab kuuma tembeldamise (Gilding) seadmeid värvikihi ülekandmiseks anodeeritud alumiiniumfooliumile või muule pigmendifooliumile trükitud tootele soojuse ja rõhu all. Anodeeritud alumiiniumfooliumi värve on palju, kõige tavalisem on kuld, hõbe ja laser. Kuld ja hõbe jagunevad veelgi läikivaks kuldseks, mattkullaks, läikivaks hõbedaks ja matt hõbedaks. Gilding võib parandada toote hinnet
Reljeefne protsess
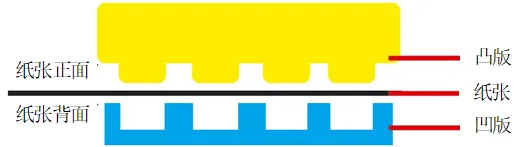
On vaja teha üks graveerimisplaat ja üks reljeefne plaat ning kahel plaadil peab olema hea sobiv täpsus. Graveuriplaat nimetatakse ka negatiivseks plaadiks. Plaadil töödeldud pildi ja teksti nõgus ja kumer osa on töödeldud tootega samas suunas. Reljeerumisprotsess võib parandada toote hinnet
Paberi kinnitusprotsess

Liimi ühtlaseks kasutamise protsessi kahe või enama lainepapi kihiga, vajutades ja kleepides pakendinõuetele vastavat pappi. See suurendab toote tugevust ja tugevust toote paremaks kaitsmiseks.
Tootestruktuur
1. Materiaalne klassifikatsioon
Näokude

Näopaber viitab peamiselt kaetud paberile, uhkele kaardile, kuldkaardile, plaatinakaardile, hõbedale, laserkaardile jne, mis on gofreeritud paberi pinnale kinnitatud prinditavad osad. Kattega paberit, mida tuntakse ka kaetud trükikoda, kasutatakse tavaliselt näopaberi jaoks. See on kõrgekvaliteediline printimispaber, mis on valmistatud valge kattega kaetud aluspaberist; Omadused on see, et paberipind on väga sile ja tasane, kõrge sileduse ja hea läikega. Kattega paber jaguneb ühepoolseks paberiks, kahepoolseks kaetud paberiks, mattega kaetud paberile ja riidest tekstuuriga kaetud paberiks. Kvaliteedi kohaselt jaguneb see kolmeks klassiooniks: A, B ja C. Kahekattega paberi pind on sujuvam ja läikivam ning see näeb välja kallim ja kunstilisem. Tavalised topeltkattega paberid on 105 g, 128 g, 157g, 200g, 250 g jne.
Gofreeritud paber
Gofreeritud paber sisaldab peamiselt valge lauapaberi, kollase lauapaberi, kastipaberi (või kanepitahvli paberit), nihkepaberi paberit, kirjapressipaberi jne. Erinevus seisneb paberimass, paberi paksus ja paberi jäikus. Gofreeritud paberil on 4 kihti: pinnakiht (kõrge valgesus), vooderdatud kiht (eraldamine pinnakihi ja südamiku kihi), südamikukiht (täidis papi paksuse suurendamiseks ja jäikuse parandamiseks), alumine kiht (papi välimus ja tugevus ). Tavaline papi kaal: 230, 250, 300, 350, 400, 450, 500g/㎡, tavapärased papist (tasane): tavaline suurus 787*1092mm ja suur suurus 889*1194mm, tavalised papist (rull) tavapärased spetsifikatsioonid: 26 " 28 "31" 33 "35" 36 "38" 40 "jne (sobib printimiseks), lamineeritakse trükitud pinnapaber lainepaberile Täiustage kujundamise jäikust.
Papp
Üldiselt on seal valge papp, must papp jne, mille kaal on vahemikus 250–400 g; volditud ja asetatud paberkarpi kokkupanemiseks ja toetavate toodete jaoks. Suurim erinevus valge papi ja valge lauapaberi vahel on see, et valge lauapaber on valmistatud segapuidust, valge papp aga palgipaberist ja hind on kallim kui valge lauapaber. Terve papi leht lõigatakse die abil ja seejärel volditakse nõutavasse kuju ja asetatakse paberkarbi sisse, et toodet paremini kaitsta.
2. värvikarbi struktuur
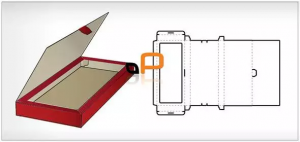
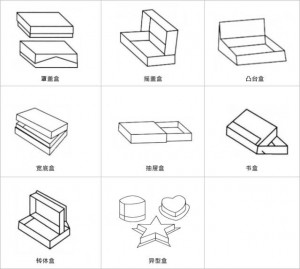
A. Kokkupandav paberkarp
Valmistuskindel papist paksusega 0,3–1,1 mm, saab selle enne kauba saatmist transportimiseks ja ladustamiseks lameda kujuga kokku panna ja virnastada. Eelised on madalad kulud, väikese ruumi hõivamine, kõrge tootmise tõhusus ja paljud struktuurimuutused; Puudused on madal tugevus, inetu välimus ja tekstuur ning see ei sobi kallite kingituste pakendamiseks.
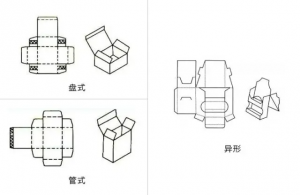
Ketta tüüp: kasti kate asub suurimal kasti pinnal, mille saab jagada katteks, pöördekatteks, riivi tüüp, positiivne pressitihendi tüüp, sahtli tüüp jne.
Torutüüp: kasti kate asub väikseimal kasti pinnal, mille saab jagada sisestuseks, lukustüübiks, riivüüpiks, positiivse pressitihendi tüüp, liimitihend, nähtav avatud märgise kate jne.
Teised: toruketta tüüp ja muud spetsiaalse kujuga kokkupandavad paberkarbid
B. Kleebi (fikseeritud) paberikast
Põhipapp on liimitud ja paigaldatud spoonimaterjaliga kuju moodustamiseks ning seda ei saa pärast moodustamist tasapinnaliseks pakendiks kokku panna. Eelisteks on see, et valida saab palju spoonimaterjalide sorte, punktuurivastane kaitse on hea, virnastustugevus on kõrge ja see sobib tipptasemel kinkekarpidele. Puudused on suured tootmiskulud, neid ei saa voldida ja virnastada, spoonimaterjal on üldiselt käsitsi paigutatud, trükikoda on lihtne odav, tootmiskiirus on madal ning ladustamine ja transport on keeruline
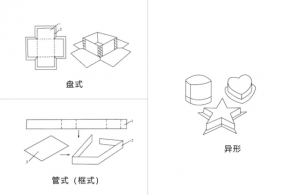
Ketta tüüp: põhikasti korpus ja kasti põhi on moodustatud ühe lehega paberiga. Eeliseks on see, et alumine struktuur on kindel ja puuduseks on see, et neljal poolel olevad õmblused on pragunemisele altid ja neid tuleb tugevdada.
Toru tüüp (raami tüüp): eeliseks on see, et struktuur on lihtne ja hõlpsasti tootmine; Puuduseks on see, et alumist plaati on kerge rõhu all maha kukkuda ning raamiliimi pinna ja alumise liimipaberi vahelised õmblused on selgelt nähtavad, mõjutades välimust.
Kombinatsioonitüüp: toruketta tüüp ja muud spetsiaalse kujuga kokkupandavad paberkarbid.
3. värvikarbi struktuuri ümbris
Kosmeetikarakendus
Kosmeetikatoodete, lillekastide, kinkekarpide jms hulgas kuuluvad kõik värvikasti kategooriasse.

Kaalumiste ostmine
1. Värvikastide pakkumismeetod
Värvikastid koosnevad mitmest protsessist, kuid ligikaudne kulustruktuur on järgmine: näo paberi maksumus, lainepaberi maksumus, kile, PS -plaat, printimine, pinna töötlemine, veeremine, paigaldamine, paigaldamine, die lõikamine, kleepimine, 5% kahju, maksu, maks, maks, maksu, maksu, maks, maks, maks, maks, maks, maks, maks, maks, maks, maks, maks, maks, maks, maks kasum jne.
2. Ühised probleemid
Printimise kvaliteediprobleemid hõlmavad värvierinevust, mustust, graafilisi vigu, lamineerimise kalendrit, reljeefne jne; Die lõikamise kvaliteediprobleemid on peamiselt pragunenud jooned, karedad servad jne; Ja kastide kleepimise kvaliteediprobleemid on debüteerimine, liimi ületatav, voltimine kasti moodustamine jne.

Postiaeg: 26. november 20124