
Introdución: Nos últimos anos, os campos de aplicación dos envases de mangueira ampliáronse gradualmente. As subministracións industriais escollen mangueiras, como aceite lubricante, cola de vidro, cola de calafeiras, etc.; A comida elixe mangueiras, como mostaza, salsa de chile, etc.; As pomadas farmacéuticas elixen mangueiras e tamén se actualiza o envase de tubos de pasta de dentes. Cada vez son máis os produtos en diferentes campos embalados en "tubos". Na industria dos cosméticos, as mangueiras son fáciles de espremer e usar, luz e portátiles, teñen especificacións personalizadas e personalízanse para a impresión. Úsanse en cosméticos, necesidades diarias, produtos como os produtos de limpeza son moi afeccionados a usar cosméticosenvases de tubos.
Definición do produto
A mangueira é unha especie de recipiente de envasado baseado en plástico PE, papel de aluminio, película de plástico e outros materiais. Faise en follas mediante procesos de co-extrusión e compostaxe, e logo procesados nunha forma tubular por unha máquina especial de fabricación de tubos. A mangueira é lixeira de peso e fácil de usar. É favorecido por moitos fabricantes de cosméticos debido ás súas características como a portabilidade, a durabilidade, a reciclabilidade, o fácil espremer, o rendemento do procesamento e a adaptabilidade da impresión.
Proceso de fabricación
1. Proceso de moldura
A 、 mangueira composta de aluminio-plástico

A mangueira composta de aluminio-plástico é un recipiente de envasado feito de papel de aluminio e película de plástico mediante un proceso de compostaxe de co-extrusión e, a continuación, procesado nunha forma tubular por unha máquina especial para elaboración de tubos. A súa estrutura típica é PE/PE +EAA/AL/PE +EAA/PE. As mangueiras compostas de aluminio-plástico úsanse principalmente para os cosméticos de envases que requiren altas propiedades de hixiene e barreira. A capa de barreira é xeralmente de lámina de aluminio e as súas propiedades de barreira dependen do grao de buque da folla de aluminio. Coa mellora continua da tecnoloxía, o grosor da capa de barreira de aluminio en mangueiras compostas de aluminio-plástico reduciuse dos tradicionais 40 μm a 12 μm ou incluso 9 μm, o que aforra enormemente os recursos.
B. mangueira composta de plástico completo

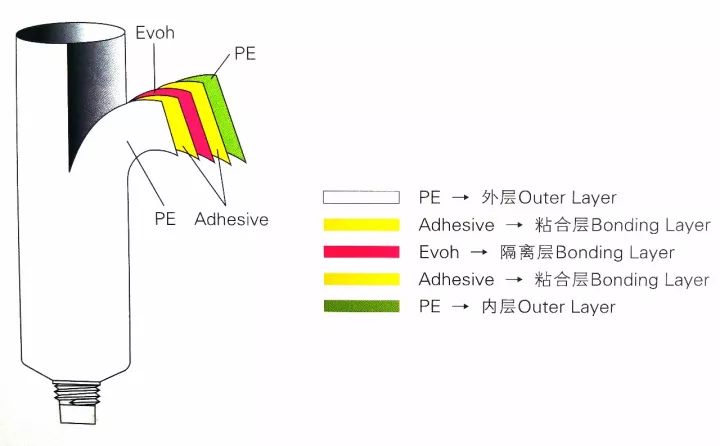
Todos os compoñentes de plástico divídense en dous tipos: mangueiras compostas sen barreiras e plásticos e mangueiras compostas de barreira. As mangueiras compostas sen barreiras son xeralmente utilizadas para o envase de cosméticos de gama baixa e rápida; As mangueiras compostas de barreira plástica úsanse normalmente para envases de cosméticos de gama media a baixa debido ás costuras laterais na elaboración de tubos. A capa de barreira pode ser EVOH, PVDC ou revestimentos de óxido. Materiais compostos de varias capas como PET. A estrutura típica da mangueira composta de barreira plástica é PE/PE/EVOH/PE/PE.
C. mangueira co-extrudada de plástico
A tecnoloxía de co-extrusión úsase para co-extruír materias primas con diferentes propiedades e tipos xuntos e formalas dunha soa vez. As mangueiras co-extrudadas de plástico divídense en mangueiras extruídas dunha soa capa e mangueiras co-extrudadas con varias capas. O primeiro úsase principalmente para cosméticos que consumen rápido (como crema de man, etc.) que teñen altos requisitos sobre o aspecto pero os baixos requisitos de rendemento. Envases, este último úsase principalmente para o envase de cosméticos de gama alta.
2. Tratamento superficial
A mangueira pódese converter en tubos de cores, tubos transparentes, tubos xeados de cores ou transparentes, tubos perlascentes (perlas, perlas de prata dispersas, perlascent de ouro disperso) e pódese dividir en UV, mate ou brillante. Matte ten un aspecto elegante, pero é fácil de suciar e coloreou a diferenza entre o tubo e a impresión da gran área no corpo do tubo pódese xulgar pola incisión na cola. O tubo cunha incisión branca é un tubo de impresión de gran área. A tinta empregada debe ser alta, se non, caerá facilmente e rachará e revelará marcas brancas despois de ser dobrada.

3. Impresión gráfica
Os métodos de uso común na superficie das mangueiras inclúen serigrafía de seda (usando cores spot, pequenos e poucos bloques de cores, o mesmo quebotella de plásticoImpresión, requirindo rexistro de cores, usado habitualmente en produtos de liña profesional) e impresión compensada (similar á impresión en papel, con grandes bloques de cores e moitas cores). , usado habitualmente en produtos diarios de liña química), así como estampación en quente e estampación en quente de prata. A impresión de compensación (offset) úsase normalmente para o procesamento de mangueira. A maioría das tintas utilizadas son secas. Normalmente require que a tinta teña unha forte adhesión e resistencia á decoloración. A cor de impresión debe estar dentro do rango de sombras especificado, a posición de sobreimpresión debe ser precisa, a desviación debe estar dentro de 0,2 mm e o tipo de letra debe ser completo e claro.
A parte principal da mangueira de plástico inclúe o ombreiro, o tubo (corpo do tubo) e a cola do tubo. A parte do tubo adoita decorarse a través de etiquetas de impresión directa ou autoadhesivas para transportar información de texto ou patrón e mellorar o valor dos envases de produtos. A decoración de mangueiras conséguese principalmente a través de etiquetas de impresión directa e autoadhesivas. A impresión directa inclúe impresión de pantalla e impresión de compensación. En comparación coa impresión directa, as vantaxes das etiquetas autoadhesivas inclúen: Impresión diversidade e estabilidade: O proceso de fabricación de mangueiras extrusivas tradicionais primeiro e logo a impresión adoita empregar impresión e impresión de pantalla, mentres que a impresión autoadhesiva pode usar impresión de letra, impresión flexográfica. Impresión compensada, serigrafía, estampación en quente e outros procesos de impresión combinados diversificados, o difícil rendemento da cor é máis estable e excelente.
1. Corpo de tubos
A. Clasificación
Segundo o material: mangueira composta de aluminio-plástico, mangueira plástica, mangueira de papel, tubo de platado de aluminio de alto brillo, etc.
Segundo o grosor: tubo dunha soa capa, tubo de dobre capa, tubo composto de cinco capas, etc.
Segundo a forma do tubo: mangueira redonda, tubo ovalado, mangueira plana, etc.
Segundo a aplicación: tubo de limpeza facial, tubo de caixa BB, tubo de crema de mans, tubo de eliminación de mans, tubo de pantalla solar, tubo de pasta de dentes, tubo acondicionado, tubo de tinguido de cabelo, tubo de máscara facial, etc.
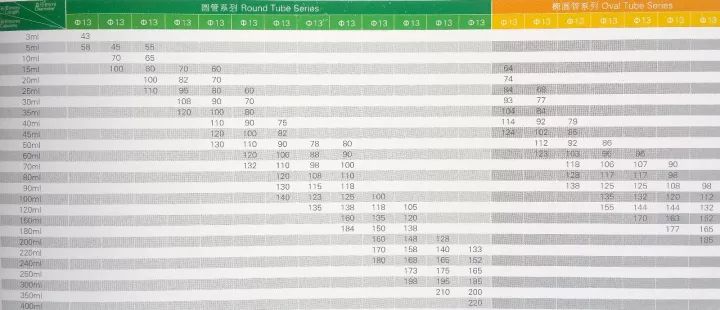
Diámetro do tubo convencional: φ13, φ16, φ19, φ22, φ25, φ28, φ30, φ33, φ35, φ38, φ40, φ45, φ50, φ55, φ60
Capacidade regular:
3g, 5g, 8g, 10g, 15g, 20g, 25g, 30g, 35g, 40g, 45g, 50g, 60g, 80g, 100g, 110g, 120g, 130g, 150g, 180g, 200g, 250g, 250g
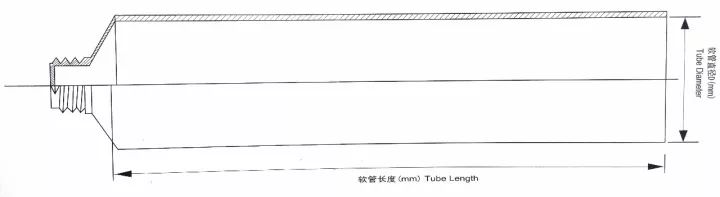
B. Tamaño da mangueira e referencia de volume
Durante o proceso de produción de mangueiras, estarán expostos a procesos de "calefacción" moitas veces, como debuxo de tubos, articulación, acristalamento, impresión compensada e secado de impresión. Despois destes procesos, o tamaño do produto axustarase ata certo punto. O encollemento e a "taxa de encollemento" non serán os mesmos, polo que é normal que o diámetro da tubería e a lonxitude do tubo estean dentro dun rango.
C. Caso: diagrama esquemático da estrutura de mangueira de plástico de cinco capas
2. Tuba de tubo
Algúns produtos deben ser cubertos antes do selado. O selado pódese dividir en: selado recto, selado, selado en forma de paraugas e selado en forma de especial. Ao selar, pode pedir para imprimir a información requirida no lugar de selado. Código de data.

3. Equipos de apoio
A. Paquetes regulares
As gorras de mangueira teñen varias formas, xeralmente divididas en tapóns de parafuso (unha soa capa e dobre capa, as tapas exteriores de dobre capa son principalmente tapóns electroplatados para aumentar a calidade do produto e parecer máis fermosas, e as liñas profesionais usan principalmente tapóns de parafuso), planos tapóns, cuberta de cabeza redonda, cuberta de boquilla, tapa de flip-up, tapa super plana, cuberta de dobre capa, cuberta esférica, cuberta de batom, tapa de plástico tamén se pode procesar nunha variedade de diversas Procesos, borde de estampación en quente, bordo de prata, cuberta de cores, transparente, spray de aceite, electroplación, etc., tapóns de punta e tapóns de batom normalmente están equipados con tapóns interiores. A tapa da mangueira é un produto moldeado por inxección e a mangueira é un tubo debuxado. A maioría dos fabricantes de mangueira non producen mangueira.

B. equipos de apoio multifuncional
Coa diversificación das necesidades dos usuarios, a integración efectiva de contido e estrutura funcional, como cabezas de masaxe, bolas, rolos, etc., tamén se converteu nunha nova demanda no mercado.

Aplicacións cosméticas
A mangueira ten as características do peso lixeiro, fácil de transportar, forte e duradeiro, reciclable, fácil de espremer, bo rendemento de procesamento e adaptabilidade de impresión. É favorecido por moitos fabricantes de cosméticos e é moi utilizado en produtos de limpeza (lavado facial, etc.) e produtos para o coidado da pel. No envase de cosméticos (varias cremas para os ollos, hidratantes, cremas nutricionais, cremas, protectores solares, etc.) e produtos de beleza e coidado do cabelo (xampú, acondicionador, batom, etc.).
Puntos clave de adquisición
1. Revisión de debuxos de deseño de mangueira

Para as persoas que non están familiarizadas coas mangueiras, deseñar a obra por conta propia pode ser un problema desgarrador e, se comete un erro, todo será arruinado. Os provedores de alta calidade deseñarán debuxos relativamente sinxelos para aqueles que non están familiarizados coas mangueiras. Despois de determinar o diámetro do tubo e a lonxitude do tubo, entón proporcionarán un diagrama de área de deseño. Só precisa colocar o contido de deseño na área do diagrama e centralo. Xa está. Os provedores de alta calidade tamén inspeccionarán e asesorarán sobre os seus procesos de deseño e produción. Por exemplo, se a posición do ollo eléctrico está mal, diránche; Se a cor non é razoable, recordaranche; Se as especificacións non cumpren o deseño, recordaranlle repetidamente que cambie a obra de arte; E se a dirección do código de barras e a lexibilidade son cualificadas, a separación de cores e os provedores de alta calidade comprobarán por un por un se hai pequenos erros como se o proceso pode producir unha mangueira ou incluso se o debuxo non se torce.
2. Selección de materiais para tubos:
Os materiais empregados deben cumprir os estándares de saúde relevantes e as substancias nocivas como metais pesados e axentes fluorescentes deben controlarse dentro dos límites especificados. Por exemplo, o polietileno (PE) e o polipropileno (PP) empregados nas mangueiras exportadas aos Estados Unidos deben cumprir a norma 21CFR117.1520 da Administración de alimentos e drogas dos Estados Unidos (FDA).
3. Comprender os métodos de recheo
Hai dous métodos de recheo de mangueira: recheo de cola e recheo de boca. Se é recheo de tubos, debes prestar atención ao mercar a mangueira. Debe considerar se o "tamaño da boca do tubo e o tamaño da boquilla de recheo" coinciden e se se pode estender de forma flexible no tubo. Se se está enchendo ao final do tubo, entón tes que organizar a mangueira e, ao mesmo tempo, considere a dirección da cabeza e da cola do produto, para facelo cómodo e rápido entrar no tubo durante o recheo. En segundo lugar, cómpre saber se o contido durante o recheo é "recheo en quente" ou a temperatura ambiente. Ademais, o proceso deste produto adoita estar relacionado co deseño. Só entendendo a natureza de cubrir a produción con antelación, podemos evitar problemas e conseguir unha alta produción e eficiencia.
4. Selección de mangueira
Se os contidos empaquetados por unha compañía química diaria son produtos que son especialmente sensibles ao osíxeno (como algúns cosméticos de branqueamento) ou teñen fragrâncias moi volátiles (como aceites esenciais ou algúns aceites, ácidos, sales e outros produtos químicos corrosivos), logo cinco- Débese empregar un tubo co-extruído en capa. Debido a que a taxa de transmisión de osíxeno de tubo extruído de cinco capas (resina de polietileno/resina/EVOH/resina de unión/polietileno) é de 0,2-1,2 unidades, mentres que a taxa de transmisión de osíxeno da tubería común de polietileno de polietileno é de 150-300 unidades. Dentro dun determinado período de tempo, a taxa de perda de peso dos tubos co-extrudados que conteñen etanol é decenas de veces inferiores á dos tubos dunha soa capa. Ademais, EVOH é un copolímero de alcohol etileno-vinilo con excelentes propiedades de barreira e retención de fragrancia (o grosor é óptimo cando é de 15-20 micras).
5. Descrición do prezo
Hai unha gran diferenza de prezo entre a calidade da mangueira e o fabricante. A taxa de placa adoita ser de 200 yuan a 300 yuanes. O corpo do tubo pódese imprimir con impresión de varias cores e pantalla de seda. Algúns fabricantes teñen equipos e tecnoloxía de impresión de transferencia térmica. A estampación en quente e a estampación de prata calcúlanse en función do prezo unitario por área. A serigrafía de seda ten un mellor efecto, pero é máis cara e hai menos fabricantes. Diferentes fabricantes deben seleccionarse segundo diferentes niveis de necesidades.
6. Ciclo de produción de mangueira
Xeralmente, o tempo de ciclo é de 15 a 20 días (desde o momento de confirmar o tubo da mostra). A cantidade de pedido dun único produto é de 5.000 a 10.000. Os fabricantes a gran escala normalmente establecen unha cantidade mínima de pedidos de 10.000. Moi poucos fabricantes pequenos teñen un gran número de variedades. A cantidade mínima de pedidos de 3.000 por produto tamén é aceptable. Moi poucos clientes abren moldes por si mesmos. A maioría deles son moldes públicos (algunhas tapas especiais son moldes privados). A cantidade de orde do contrato e a cantidade de subministración real son ± 10 nesta industria. % desviación.
Espectáculo de produtos


Tempo post: 30-03 de abril