
შესავალი: ბოლო წლების განმავლობაში, თანდათანობით გაფართოვდა შლანგის შეფუთვის განაცხადის ველები. სამრეწველო მასალები ირჩევენ შლანგებს, როგორიცაა საპოხი ზეთი, მინის წებო, ყვავილოვანი წებო და ა.შ .; საკვები ირჩევს შლანგებს, როგორიცაა მდოგვი, ჩილის სოუსი და ა.შ .; ფარმაცევტული მალამოები ირჩევენ შლანგებს, ხოლო კბილის პასტის მილის შეფუთვა ასევე მუდმივად განახლებულია. უფრო და უფრო მეტი პროდუქტი სხვადასხვა სფეროში შეფუთულია "მილებში". კოსმეტიკის ინდუსტრიაში, შლანგები მარტივია შესუსტება და გამოყენება, მსუბუქი და პორტატული, აქვს მორგებული სპეციფიკაციები და მორგებულია ბეჭდვისთვის. ისინი გამოიყენება კოსმეტიკაში, ყოველდღიურ საჭიროებებში, ისეთი პროდუქტები, როგორიცაა დასუფთავების პროდუქტები, ძალიან უყვარს კოსმეტიკური გამოყენებამილის შეფუთვა.
პროდუქტის განმარტება
შლანგი არის ერთგვარი შეფუთვის კონტეინერი, რომელიც დაფუძნებულია PE პლასტმასის, ალუმინის კილიტა, პლასტიკური ფილმი და სხვა მასალები. იგი გადაიზარდა ფურცლებში, თანადაფინანსების და რთული პროცესების გამოყენებით, შემდეგ კი მილის დამზადების აპარატის საშუალებით ხდება tubular ფორმაში. შლანგი წონაში მსუბუქია და ადვილად გამოსაყენებელია. იგი ხელს უწყობს კოსმეტიკური მრავალი მწარმოებლის მიერ მისი მახასიათებლების გამო, როგორიცაა პორტაბელურობა, გამძლეობა, გადამუშავება, მარტივი შესუსტება, დამუშავების დამუშავება და ბეჭდვის ადაპტირება.
წარმოების პროცესი
1. ჩამოსხმის პროცესი
A ალუმინის-პლასტიკური კომპოზიციური შლანგი

ალუმინის პლასტმასის კომპოზიციური შლანგი არის შეფუთვის კონტეინერი, რომელიც დამზადებულია ალუმინის კილიტისა და პლასტიკური ფილმისგან, თანა-ექსტრუზიის შემუშავების პროცესის საშუალებით, შემდეგ კი ტუბულარული ფორმით ხდება სპეციალური მილის დამზადების აპარატის მიერ. მისი ტიპიური სტრუქტურა არის PE/PE +EAA/AL/PE +EAA/PE. ალუმინის პლასტმასის კომპოზიციური შლანგები ძირითადად გამოიყენება კოსმეტიკის შეფუთვისთვის, რომლებიც საჭიროებენ მაღალი ჰიგიენის და ბარიერის თვისებებს. ბარიერის ფენა, ზოგადად, ალუმინის კილიტა, ხოლო მისი ბარიერი თვისებები დამოკიდებულია ალუმინის კილიტის pinhole ხარისხზე. ტექნოლოგიის მუდმივი გაუმჯობესებით, ალუმინის კილიტის ბარიერის ფენის სისქე ალუმინის-პლასტიკური კომპოზიციური შლანგებით შემცირდა ტრადიციული 40 μm- დან 12 μm ან თუნდაც 9 μm- მდე, რაც მნიშვნელოვნად დაზოგავს რესურსებს.
B. სრული პლასტიკური კომპოზიციური შლანგი

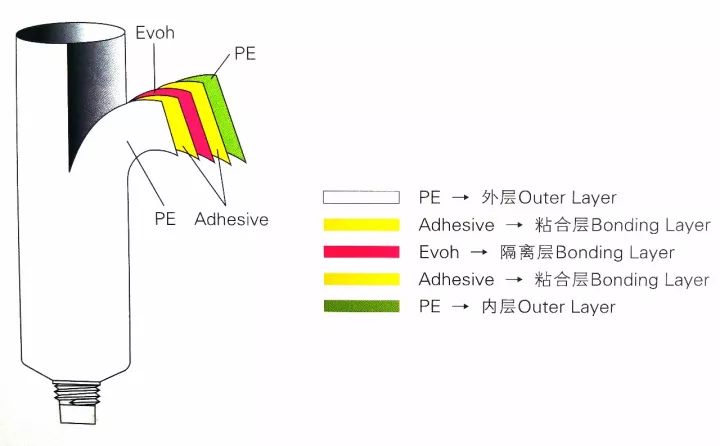
ყველა პლასტიკური კომპონენტი იყოფა ორ ტიპად: ყველა პლასტმასის არა-ბარიერი კომპოზიციური შლანგები და ყველა პლასტიკური ბარიერი კომპოზიციური შლანგები. ყველა პლასტმასის არასამთავრობო ბარიერი კომპოზიციური შლანგები ზოგადად გამოიყენება დაბალი დონის, სწრაფი შრომატევადი კოსმეტიკური საშუალებების შეფუთვისთვის; ყველა პლასტიკური ბარიერი კომპოზიციური შლანგები ჩვეულებრივ გამოიყენება კოსმეტიკური საშუალებების საშუალო და დაბალი დონის შეფუთვის გამო, მილების დამზადებაში გვერდითი seams. ბარიერის ფენა შეიძლება იყოს EVOH, PVDC, ან ოქსიდის საიზოლაციო მასალები. მრავალ ფენის კომპოზიციური მასალები, როგორიცაა PET. ყველა პლასტიკური ბარიერის კომპოზიციური შლანგის ტიპიური სტრუქტურა არის PE/PE/EVOH/PE/PE.
C. პლასტიკური თანადაფინანსებული შლანგი
კო-ექსტრუზიის ტექნოლოგია გამოიყენება ნედლეულის გამოსაძიებლად სხვადასხვა თვისებებითა და ტიპებით ერთად და მათ ერთში ქმნიან. პლასტიკური თანადაფინანსებული შლანგები იყოფა ერთ ფენის ექსტრუდულ შლანგებად და მრავალ ფენის თანადაფინანსებულ შლანგებად. პირველი ძირითადად გამოიყენება სწრაფი მოხმარების კოსმეტიკური საშუალებებისთვის (მაგალითად, ხელის კრემი და ა.შ.), რომლებსაც აქვთ მაღალი მოთხოვნები გარეგნობაზე, მაგრამ დაბალი ფაქტობრივი შესრულების მოთხოვნები. შეფუთვა, ეს უკანასკნელი ძირითადად გამოიყენება მაღალი დონის კოსმეტიკური საშუალებების შეფუთვისთვის.
2. ზედაპირული მკურნალობა
შლანგი შეიძლება გაკეთდეს ფერადი მილების, გამჭვირვალე მილების, ფერადი ან გამჭვირვალე ყინვების მილებში, მარგალიტის მილაკებში (მარგალიტი, გაფანტული ვერცხლის მარგალიტი, გაფანტული ოქროს მარგალიტი) და შეიძლება დაიყოს ულტრაიისფერი, მქრქალი ან ნათელი. მეთიუ გამოიყურება ელეგანტურად, მაგრამ მარტივია ბინძური, ხოლო მილის და მილის სხეულზე დიდი ფართობის ბეჭდვას შორის განსხვავება შეიძლება შეფასდეს კუდის ჭრილობისგან. თეთრი ჭრილობის მქონე მილის არის დიდი ფართობის ბეჭდვის მილაკი. გამოყენებული მელანი უნდა იყოს მაღალი, წინააღმდეგ შემთხვევაში ის ადვილად დაიშლება და დაარტყამს და გამოავლენს თეთრ ნიშნებს დაკეცვის შემდეგ.

3. გრაფიკული ბეჭდვა
ჩვეულებრივ, გამოყენებული მეთოდები შლანგების ზედაპირზე შედის აბრეშუმის ეკრანის ბეჭდვა (ლაქების ფერების გამოყენებით, მცირე და რამდენიმე ფერადი ბლოკის გამოყენებით, იგივეა, რაცპლასტმასის ბოთლიბეჭდვა, ფერების რეგისტრაცია, რომელიც ჩვეულებრივ გამოიყენება პროფესიონალურ ხაზის პროდუქტებში) და ოფსეტური ბეჭდვა (მსგავსია ქაღალდის ბეჭდვა, დიდი ფერის ბლოკებით და მრავალი ფერით). , ჩვეულებრივ გამოიყენება ყოველდღიური ქიმიური ხაზის პროდუქტებში), ასევე ცხელი ბეჭედი და ვერცხლის ცხელი ბეჭედი. ოფსეტური ბეჭდვა (ოფსეტური) ჩვეულებრივ გამოიყენება შლანგის დამუშავებისთვის. გამოყენებული მელნის უმეტესობა ულტრაიისფერი გამხმარი. ეს ჩვეულებრივ მოითხოვს, რომ მელნის ძლიერი ადჰეზია და გაუფერულების წინააღმდეგობა. ბეჭდვის ფერი უნდა იყოს მითითებული ჩრდილის დიაპაზონში, ზედმეტი ანაბეჭდის პოზიცია უნდა იყოს ზუსტი, გადახრა უნდა იყოს 0.2 მმ -ში, ხოლო შრიფტი უნდა იყოს სრული და მკაფიო.
პლასტიკური შლანგის ძირითადი ნაწილი მოიცავს მხრის, მილის (მილის სხეული) და მილის კუდს. მილის ნაწილი ხშირად ამშვენებს პირდაპირი ბეჭდვის ან თვითწებვადი ეტიკეტების საშუალებით, ტექსტის ან ნიმუშის ინფორმაციის გადასატანად და პროდუქტის შეფუთვის მნიშვნელობის გასაუმჯობესებლად. შლანგების გაფორმება ამჟამად ძირითადად მიიღწევა პირდაპირი ბეჭდვისა და თვითწებვადი ეტიკეტების საშუალებით. პირდაპირი ბეჭდვა მოიცავს ეკრანის ბეჭდვას და ოფსეტური ბეჭდვას. უშუალო ბეჭდვასთან შედარებით, თვითწებვადი ეტიკეტების უპირატესობებში შედის: ბეჭდვა მრავალფეროვნება და სტაბილურობა: პირველ რიგში, ტრადიციული ექსტრუზიული შლანგების დამზადების პროცესი და შემდეგ ბეჭდვა ჩვეულებრივ იყენებს ოფსეტური ბეჭდვას და ეკრანის ბეჭდვას, ხოლო თვითწებვადი ბეჭდვა შეუძლია გამოიყენოს ასოების, Flexographic ბეჭდვა, ოფსეტური ბეჭდვა, ეკრანის ბეჭდვა, ცხელი ბეჭედი და სხვა დივერსიფიცირებული კომბინირებული ბეჭდვის პროცესები, რთული ფერის შესრულება უფრო სტაბილური და შესანიშნავია.
1. მილის სხეული
A. კლასიფიკაცია
მასალის მიხედვით: ალუმინის პლასტიკური კომპოზიციური შლანგი, პლასტმასის შლანგი, ქაღალდის პლასტმასის შლანგი, მაღალი სიბრტყე ალუმინის მოოქროვილი მილები და ა.შ.
სისქის მიხედვით: ერთ ფენის მილის, ორმაგი ფენის მილის, ხუთ ფენის კომპოზიციური მილის და ა.შ.
მილის ფორმის მიხედვით: მრგვალი შლანგი, ოვალური მილაკი, ბრტყელი შლანგი და ა.შ.
განაცხადის თანახმად: სახის გამწმენდი მილის, BB ყუთის მილის, ხელის კრემის მილის, ხელის მოსაშორებელი მილის, მზისგან დამცავი მილის, კბილის პასტის მილის, კონდიციონერის მილის, თმის საღებავის მილის, სახის ნიღბის მილის და ა.შ.
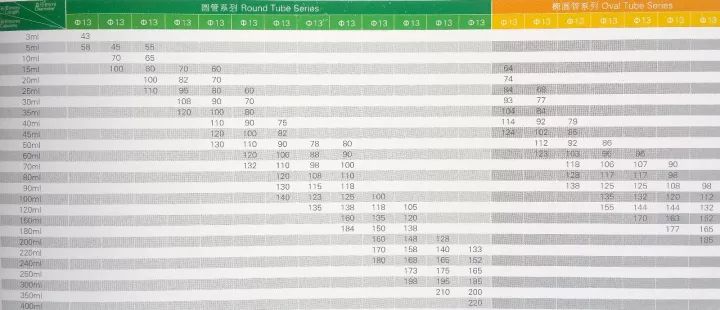
ჩვეულებრივი მილის დიამეტრი: φ13, φ16, φ19, φ22, φ25, φ28, φ30, φ33, φ35, φ38, φ40, φ45, φ50, φ55, φ60
რეგულარული ტევადობა:
3G, 5G, 8G, 10G, 15G, 20G, 25G, 30G, 35G, 40G, 45G, 50G, 60G, 80G, 100G, 110G, 120G, 130G, 150G, 180G, 200G, 250G, 250 გ
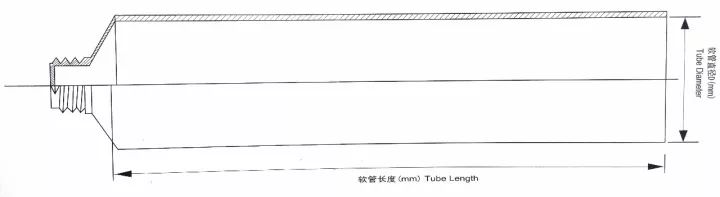
B. შლანგის ზომა და მოცულობის მითითება
შლანგების წარმოების პროცესში, ისინი ბევრჯერ ექვემდებარებიან "გათბობის" პროცესებს, მაგალითად, მილის ნახაზის, სახსრების, მინის, ოფსეტური ბეჭდვისა და ეკრანის ბეჭდვის საშრობი. ამ პროცესების შემდეგ, პროდუქტის ზომა გარკვეულწილად მორგდება. შემცირება და "შემცირების სიჩქარე" არ იქნება იგივე, ამიტომ ნორმალურია მილის დიამეტრისა და მილის სიგრძე დიაპაზონში.
C. შემთხვევა: ხუთ ფენის პლასტიკური კომპოზიციური შლანგის სტრუქტურის სქემატური დიაგრამა
2. მილის კუდი
დალუქვის წინ საჭიროა ზოგიერთი პროდუქტი. დალუქვა შეიძლება დაიყოს: სწორი დალუქვა, ბუჩქის დალუქვა, ქოლგის ფორმის დალუქვა და სპეციალური ფორმის დალუქვა. დალუქვისას შეგიძლიათ მოითხოვოთ საჭირო ინფორმაციის დაბეჭდვა დალუქვის ადგილზე. თარიღის კოდი.

3. დამხმარე აღჭურვილობა
A. რეგულარული პაკეტები
შლანგის ქუდები მოდის სხვადასხვა ფორმით, ზოგადად დაყოფილია ხრახნიანი ქუდებად (ერთჯერადი ფენის და ორმაგი ფენის, ორმაგი ფენის გარე ქუდები ძირითადად ელექტროპლატური ქუდებია პროდუქტის ხარისხის გასაზრდელად და უფრო ლამაზი, და პროფესიონალური ხაზები ძირითადად იყენებენ ხრახნიანი ქუდები), ბინა ქუდები, მრგვალი ხელმძღვანელის საფარი, საქშენების საფარი, ფლიპ-საფარი, სუპერ ბრტყელი საფარი, ორმაგი ფენის საფარი, სფერული საფარი, პომადის საფარი, პლასტიკური საფარი ასევე შეიძლება დამუშავდეს სხვადასხვაში პროცესები, ცხელი ბეჭდის ზღვარი, ვერცხლის ზღვარი, ფერადი საფარი, გამჭვირვალე, ნავთობის სპრეი, ელექტროპლაცია და ა.შ., წვერიანი ქუდები და პომადის ქუდები, როგორც წესი, აღჭურვილია შიდა სანთლებით. შლანგის საფარი არის ინექციის ჩამოსხმული პროდუქტი და შლანგი არის დახატული მილაკი. შლანგის მწარმოებლების უმეტესობა არ აწარმოებს შლანგის ფარებს.

B. მრავალფუნქციური დამხმარე მოწყობილობა
მომხმარებლის საჭიროებების დივერსიფიკაციით, შინაარსისა და ფუნქციური სტრუქტურის ეფექტური ინტეგრაცია, როგორიცაა მასაჟის თავები, ბურთები, როლიკერები და ა.შ., ასევე გახდა ახალი მოთხოვნა ბაზარზე.

კოსმეტიკური პროგრამები
შლანგს აქვს მსუბუქი წონის მახასიათებლები, ადვილად ტარდება, ძლიერი და გამძლე, გადამუშავებადი, ადვილად შესუსტება, დამუშავების კარგი შესრულება და ადაპტირების ბეჭდვა. იგი ხელს უწყობს კოსმეტიკური მრავალი მწარმოებლის მიერ და ფართოდ გამოიყენება გამწმენდის პროდუქტებში (სახის სარეცხი და ა.შ.) და კანის მოვლის საშუალებებში. კოსმეტიკური საშუალებების შეფუთვაში (სხვადასხვა თვალის კრემები, დამატენიანებლები, კვების კრემები, კრემები, მზისგან დამცავი და ა.შ.) და სილამაზის და თმის მოვლის საშუალებები (შამპუნი, კონდიციონერი, პომადა და ა.შ.).
შესყიდვების საკვანძო პუნქტები
1. შლანგის დიზაინის ნახატების მიმოხილვა

იმ ადამიანებისთვის, ვინც არ იცნობს შლანგებს, საკუთარი თავის ნამუშევრების დაპროექტება შეიძლება იყოს გულისამაჩუყებელი პრობლემა, და თუ შეცდომას დაუშვებთ, ყველაფერი გაანადგურებს. მაღალი ხარისხის მომწოდებლები შეიმუშავებენ შედარებით მარტივ ნახატებს მათთვის, ვინც არ იცნობს შლანგებს. მას შემდეგ, რაც მილის დიამეტრი და მილის სიგრძე განისაზღვრება, ისინი შემდეგ უზრუნველყოფენ დიზაინის არეალის დიაგრამას. თქვენ მხოლოდ უნდა მოათავსოთ დიზაინის შინაარსი დიაგრამის არეალში და დაასახელოთ იგი. ეს არის ის. მაღალი ხარისხის მომწოდებლები ასევე შეამოწმებენ და ურჩევენ თქვენს დიზაინისა და წარმოების პროცესებს. მაგალითად, თუ ელექტრული თვალის პოზიცია არასწორია, ისინი გეტყვიან; თუ ფერი არ არის გონივრული, ისინი შეგახსენებთ; თუ სპეციფიკაციები არ აკმაყოფილებს დიზაინს, ისინი განმეორებით შეგახსენებთ ნამუშევრების შეცვლას; და თუ შტრიხკოდების მიმართულება და წაკითხვის კვალიფიკაციაა, ფერის განცალკევება და მაღალი ხარისხის მომწოდებლები სათითაოდ შეამოწმებენ, არის თუ არა მცირე შეცდომები, მაგალითად, შეუძლია თუ არა ამ პროცესს შლანგი წარმოქმნას, ან თუნდაც ნახაზი არ არის გადაბმული.
2. მილის მასალების შერჩევა:
გამოყენებული მასალები უნდა აკმაყოფილებდეს ჯანმრთელობის შესაბამის სტანდარტებს, ხოლო მავნე ნივთიერებები, როგორიცაა მძიმე ლითონები და ფლუორესცენტული აგენტები, უნდა აკონტროლონ მითითებულ ფარგლებში. მაგალითად, შეერთებულ შტატებში ექსპორტირებულ შლანგებში გამოყენებული პოლიეთილენის (PE) და პოლიპროპილენი (PP) უნდა აკმაყოფილებდეს აშშ -ს სურსათისა და წამლების ადმინისტრაციის (FDA) სტანდარტს 21CFR117.1520.
3. გესმოდეთ შევსების მეთოდები
შლანგის შევსების ორი მეთოდი არსებობს: კუდის შევსება და პირის შევსება. თუ ეს მილის შევსებაა, შლანგის შეძენისას ყურადღება უნდა მიაქციოთ. თქვენ უნდა გაითვალისწინოთ, შეესაბამება თუ არა "მილის პირის ზომა და შევსების საქშენის ზომა" და შეიძლება თუ არა იგი მოქნილად გავრცელდეს მილში. თუ ის მილის ბოლოში ივსება, მაშინ უნდა მოაწყოთ შლანგი და ამავე დროს გაითვალისწინეთ პროდუქტისა და კუდის მიმართულება, რათა ის მოსახერხებელი და სწრაფად გახადოთ შევსების დროს მილში შესვლა. მეორეც, თქვენ უნდა იცოდეთ, არის თუ არა შევსების დროს შინაარსი "ცხელი შევსება" ან ოთახის ტემპერატურაზე. გარდა ამისა, ამ პროდუქტის პროცესი ხშირად უკავშირდება დიზაინს. მხოლოდ წინასწარ წარმოების შევსების ბუნების გაგებით შეგვიძლია თავიდან ავიცილოთ პრობლემები და მივაღწიოთ მაღალი წარმოებას და ეფექტურობას.
4. შლანგის შერჩევა
თუ ყოველდღიური ქიმიური კომპანიის მიერ შეფუთული შინაარსი არის პროდუქტები, რომლებიც განსაკუთრებით მგრძნობიარეა ჟანგბადის მიმართ (მაგალითად, ზოგიერთი მათეთრებელი კოსმეტიკა) ან აქვს ძალიან ცვალებადი სუნამოები (მაგალითად, ეთერზეთები ან ზოგი უნდა იქნას გამოყენებული ფენის თანადაფინანსებული მილის გამოყენება. იმის გამო, რომ ჟანგბადის გადაცემის სიჩქარე ხუთ ფენის თანადაფინანსებული მილის (პოლიეთილენის/შემაკავშირებელი ფისოვანი/evoh/შემაკავშირებელი ფისოვანი/პოლიეთილენი) არის 0.2-1.2 ერთეული, ხოლო ჟანგბადის გადაცემის სიჩქარე ჩვეულებრივი პოლიეთილენის ერთ ფენის მილის 150-300 ერთეულს. გარკვეული პერიოდის განმავლობაში, წონის დაკარგვის მაჩვენებელი ეთანოლის შემცველი თანადაფინანსებული მილების შემცველი ათობითჯერ დაბალია, ვიდრე ერთ ფენის მილები. გარდა ამისა, EVOH არის ეთილენ-ვინილის სპირტის კოპოლიმერი, რომელსაც აქვს შესანიშნავი ბარიერი თვისებები და სუნამოს შეკავება (სისქე ოპტიმალურია, როდესაც ის 15-20 მიკრონია).
5. ფასების აღწერა
ფასის დიდი განსხვავებაა შლანგის ხარისხსა და მწარმოებელს შორის. ფირფიტის დამზადების საფასური, როგორც წესი, 200 იუანიდან 300 იუანამდეა. მილის სხეული შეიძლება დაბეჭდოთ მრავალ ფერადი ბეჭდვით და აბრეშუმის ეკრანით. ზოგიერთ მწარმოებელს აქვს თერმული გადაცემის სტამბა და ტექნოლოგია. ცხელი ბეჭედი და ვერცხლის ცხელი ბეჭედი გამოითვლება ერთეულის ფასის საფუძველზე. აბრეშუმის ეკრანის ბეჭდვას უკეთესი ეფექტი აქვს, მაგრამ უფრო ძვირია და ნაკლები მწარმოებლები არიან. სხვადასხვა მწარმოებლები უნდა შეირჩეს საჭიროებების სხვადასხვა დონის მიხედვით.
6. შლანგის წარმოების ციკლი
საერთოდ, ციკლის დრო 15 -დან 20 დღემდეა (ნიმუშის მილის დადასტურების დროიდან). ერთი პროდუქტის შეკვეთის რაოდენობაა 5,000 -დან 10,000 -მდე. ფართომასშტაბიანი მწარმოებლები, როგორც წესი, ადგენენ მინიმალურ შეკვეთის რაოდენობას 10,000. ძალიან ცოტა მცირე მწარმოებლებს აქვთ დიდი რაოდენობით ჯიშები. ასევე მისაღებია 3000 შეკვეთის რაოდენობა 3000 პროდუქტზე. ძალიან ცოტა მომხმარებელი თავისით ხსნის ფორმებს. მათი უმეტესობა საზოგადოებრივი ფორმებია (რამდენიმე სპეციალური ხუფი არის კერძო ფორმები). ხელშეკრულების შეკვეთის რაოდენობა და მიწოდების ფაქტობრივი რაოდენობა ამ ინდუსტრიაში 10 ±ა. % გადახრა.
პროდუქტის შოუ


პოსტის დრო: APR-30-2024