
ಪರಿಚಯ: ಸುಗಂಧ ದ್ರವ್ಯ ಮತ್ತು ಏರ್ ಫ್ರೆಶ್ನರ್ಗಳನ್ನು ಸಿಂಪಡಿಸಲು ಹೆಂಗಸರು ದ್ರವೌಷಧಗಳನ್ನು ಬಳಸುತ್ತಾರೆ. ಸಿಂಪಡಿಗಳನ್ನು ಸೌಂದರ್ಯವರ್ಧಕ ಉದ್ಯಮದಲ್ಲಿ ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ವಿಭಿನ್ನ ಸಿಂಪಡಿಸುವ ಪರಿಣಾಮಗಳು ಬಳಕೆದಾರರ ಅನುಭವವನ್ನು ನೇರವಾಗಿ ನಿರ್ಧರಿಸುತ್ತವೆ. ಯಾನತುಂತುರು, ಮುಖ್ಯ ಸಾಧನವಾಗಿ, ಪ್ರಮುಖ ಪಾತ್ರ ವಹಿಸುತ್ತದೆ.
ಉತ್ಪನ್ನ ವ್ಯಾಖ್ಯಾನ

ಸ್ಪ್ರೇಯರ್ ಎಂದೂ ಕರೆಯಲ್ಪಡುವ ಸ್ಪ್ರೇ ಪಂಪ್, ಕಾಸ್ಮೆಟಿಕ್ ಕಂಟೇನರ್ಗಳಿಗೆ ಮತ್ತು ವಿಷಯ ವಿತರಕಗಳಲ್ಲಿ ಒಂದಾದ ಮುಖ್ಯ ಪೋಷಕ ಉತ್ಪನ್ನವಾಗಿದೆ. ಇದು ಬಾಟಲಿಯಲ್ಲಿ ದ್ರವವನ್ನು ಒತ್ತುವ ಮೂಲಕ ಸಿಂಪಡಿಸಲು ವಾತಾವರಣದ ಸಮತೋಲನದ ತತ್ವವನ್ನು ಬಳಸುತ್ತದೆ. ಹೆಚ್ಚಿನ ವೇಗದ ಹರಿಯುವ ದ್ರವವು ನಳಿಕೆಯ ಬಳಿ ಅನಿಲ ಹರಿವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ, ಇದರಿಂದಾಗಿ ನಳಿಕೆಯ ಸಮೀಪ ಅನಿಲದ ವೇಗವು ಹೆಚ್ಚಾಗುತ್ತದೆ ಮತ್ತು ಒತ್ತಡ ಕಡಿಮೆಯಾಗುತ್ತದೆ, ಇದು ಸ್ಥಳೀಯ ನಕಾರಾತ್ಮಕ ಒತ್ತಡದ ಪ್ರದೇಶವನ್ನು ರೂಪಿಸುತ್ತದೆ. ಪರಿಣಾಮವಾಗಿ, ಅನಿಲ-ದ್ರವ ಮಿಶ್ರಣವನ್ನು ರೂಪಿಸಲು ಸುತ್ತಮುತ್ತಲಿನ ಗಾಳಿಯನ್ನು ದ್ರವಕ್ಕೆ ಬೆರೆಸಲಾಗುತ್ತದೆ, ಇದು ದ್ರವವು ಪರಮಾಣುೀಕರಣದ ಪರಿಣಾಮವನ್ನು ಉಂಟುಮಾಡುವಂತೆ ಮಾಡುತ್ತದೆ
ಉತ್ಪಾದಕ ಪ್ರಕ್ರಿಯೆ
1.ಮೋಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆ

ಸ್ಪ್ರೇ ಪಂಪ್ನಲ್ಲಿ ಬಯೋನೆಟ್ (ಸೆಮಿ-ಬಯೋನೆಟ್ ಅಲ್ಯೂಮಿನಿಯಂ, ಫುಲ್-ಬಯೋನೆಟ್ ಅಲ್ಯೂಮಿನಿಯಂ) ಮತ್ತು ಸ್ಕ್ರೂ ಎಲ್ಲವೂ ಪ್ಲಾಸ್ಟಿಕ್ ಆಗಿರುತ್ತವೆ, ಆದರೆ ಕೆಲವು ಅಲ್ಯೂಮಿನಿಯಂ ಕವರ್ ಮತ್ತು ಎಲೆಕ್ಟ್ರೋಪ್ಲೇಟೆಡ್ ಅಲ್ಯೂಮಿನಿಯಂನಿಂದ ಮುಚ್ಚಲ್ಪಡುತ್ತವೆ. ಸ್ಪ್ರೇ ಪಂಪ್ನ ಹೆಚ್ಚಿನ ಆಂತರಿಕ ಭಾಗಗಳನ್ನು ಪ್ಲಾಸ್ಟಿಕ್ ವಸ್ತುಗಳಾದ ಪಿಇ, ಪಿಪಿ, ಎಲ್ಡಿಪಿಇ, ಇತ್ಯಾದಿಗಳಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಇಂಜೆಕ್ಷನ್ ಮೋಲ್ಡಿಂಗ್ನಿಂದ ಅಚ್ಚೊತ್ತಲಾಗುತ್ತದೆ. ಅವುಗಳಲ್ಲಿ, ಗಾಜಿನ ಮಣಿಗಳು, ಬುಗ್ಗೆಗಳು ಮತ್ತು ಇತರ ಪರಿಕರಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಹೊರಗಿನಿಂದ ಖರೀದಿಸಲಾಗುತ್ತದೆ.
2. ಮೇಲ್ಮೈ ಚಿಕಿತ್ಸೆ

ನ ಮುಖ್ಯ ಅಂಶಗಳುತುಂತುರುನಿರ್ವಾತ ಲೇಪನ, ಎಲೆಕ್ಟ್ರೋಪ್ಲೇಟಿಂಗ್ ಅಲ್ಯೂಮಿನಿಯಂ, ಸಿಂಪಡಿಸುವಿಕೆ, ಇಂಜೆಕ್ಷನ್ ಮೋಲ್ಡಿಂಗ್ ಮತ್ತು ಇತರ ವಿಧಾನಗಳಿಗೆ ಅನ್ವಯಿಸಬಹುದು.
3. ಗ್ರಾಫಿಕ್ಸ್ ಸಂಸ್ಕರಣೆ
ಸ್ಪ್ರೇ ಪಂಪ್ನ ನಳಿಕೆಯ ಮೇಲ್ಮೈ ಮತ್ತು ಕಟ್ಟುಪಟ್ಟಿಗಳ ಮೇಲ್ಮೈಯನ್ನು ಗ್ರಾಫಿಕ್ಸ್ನೊಂದಿಗೆ ಮುದ್ರಿಸಬಹುದು, ಮತ್ತು ಬಿಸಿ ಸ್ಟ್ಯಾಂಪಿಂಗ್, ರೇಷ್ಮೆ ಪರದೆಯ ಮುದ್ರಣ ಮತ್ತು ಇತರ ಪ್ರಕ್ರಿಯೆಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಕಾರ್ಯನಿರ್ವಹಿಸಬಹುದು, ಆದರೆ ಅದನ್ನು ಸರಳವಾಗಿಡಲು, ಇದನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ನಳಿಕೆಯ ಮೇಲೆ ಮುದ್ರಿಸಲಾಗುವುದಿಲ್ಲ.
ಉತ್ಪನ್ನ ರಚನೆ
1. ಮುಖ್ಯ ಪರಿಕರಗಳು
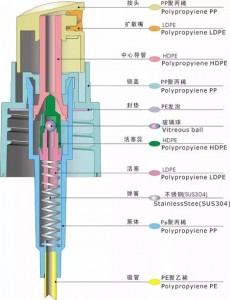
ಸಾಂಪ್ರದಾಯಿಕ ಸ್ಪ್ರೇ ಪಂಪ್ ಮುಖ್ಯವಾಗಿ ನಳಿಕೆಯ/ತಲೆ, ಡಿಫ್ಯೂಸರ್ ನಳಿಕೆಯ, ಕೇಂದ್ರ ವಾಹಕ, ಲಾಕ್ ಕವರ್, ಗ್ಯಾಸ್ಕೆಟ್, ಪಿಸ್ಟನ್ ಕೋರ್, ಪಿಸ್ಟನ್, ಒಂದು ವಸಂತ, ಪಂಪ್ ಬಾಡಿ, ಒಣಹುಲ್ಲಿನ ಮತ್ತು ಇತರ ಪರಿಕರಗಳಿಂದ ಕೂಡಿದೆ. ಪಿಸ್ಟನ್ ಓಪನ್ ಪಿಸ್ಟನ್ ಆಗಿದ್ದು, ಸಂಕೋಚನ ರಾಡ್ ಮೇಲಕ್ಕೆ ಚಲಿಸಿದಾಗ, ಪಂಪ್ ದೇಹವು ಹೊರಭಾಗಕ್ಕೆ ತೆರೆದಿರುತ್ತದೆ ಮತ್ತು ಅದು ಮೇಲಕ್ಕೆ ಚಲಿಸಿದಾಗ, ಸ್ಟುಡಿಯೋ ಮುಚ್ಚಲ್ಪಡುತ್ತದೆ ಎಂಬ ಪರಿಣಾಮವನ್ನು ಸಾಧಿಸಲು ಪಿಸ್ಟನ್ ಸೀಟಿಗೆ ಸಂಪರ್ಕ ಹೊಂದಿದೆ. ವಿಭಿನ್ನ ಪಂಪ್ಗಳ ರಚನಾತ್ಮಕ ವಿನ್ಯಾಸದ ಅವಶ್ಯಕತೆಗಳ ಪ್ರಕಾರ, ಸಂಬಂಧಿತ ಪರಿಕರಗಳು ವಿಭಿನ್ನವಾಗಿರುತ್ತವೆ, ಆದರೆ ತತ್ವ ಮತ್ತು ಅಂತಿಮ ಗುರಿ ಒಂದೇ ಆಗಿರುತ್ತದೆ, ಅಂದರೆ ವಿಷಯಗಳನ್ನು ಪರಿಣಾಮಕಾರಿಯಾಗಿ ತೆಗೆಯುವುದು.
2. ಉತ್ಪನ್ನ ರಚನೆ ಉಲ್ಲೇಖ

3. ನೀರಿನ ವಿಸರ್ಜನೆ ತತ್ವ
ನಿಷ್ಕಾಸ ಪ್ರಕ್ರಿಯೆ:
ಆರಂಭಿಕ ಸ್ಥಿತಿಯಲ್ಲಿ ಬೇಸ್ ವರ್ಕಿಂಗ್ ರೂಮಿನಲ್ಲಿ ಯಾವುದೇ ದ್ರವವಿಲ್ಲ ಎಂದು ume ಹಿಸಿ. ಒತ್ತುವ ತಲೆಯನ್ನು ಒತ್ತಿ, ಸಂಕೋಚನ ರಾಡ್ ಪಿಸ್ಟನ್ ಅನ್ನು ಓಡಿಸುತ್ತದೆ, ಪಿಸ್ಟನ್ ಪಿಸ್ಟನ್ ಆಸನವನ್ನು ಕೆಳಕ್ಕೆ ತಳ್ಳುತ್ತದೆ, ವಸಂತವನ್ನು ಸಂಕುಚಿತಗೊಳಿಸಲಾಗುತ್ತದೆ, ಕೆಲಸದ ಕೋಣೆಯಲ್ಲಿ ಪರಿಮಾಣವನ್ನು ಸಂಕುಚಿತಗೊಳಿಸಲಾಗುತ್ತದೆ, ಗಾಳಿಯ ಒತ್ತಡ ಹೆಚ್ಚಾಗುತ್ತದೆ ಮತ್ತು ವಾಟರ್ ಸ್ಟಾಪ್ ವಾಲ್ವ್ ಮೇಲಿನ ಬಂದರನ್ನು ಮುಚ್ಚುತ್ತದೆ ನೀರಿನ ಪಂಪಿಂಗ್ ಪೈಪ್. ಪಿಸ್ಟನ್ ಮತ್ತು ಪಿಸ್ಟನ್ ಆಸನವನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಮುಚ್ಚದ ಕಾರಣ, ಅನಿಲವು ಪಿಸ್ಟನ್ ಮತ್ತು ಪಿಸ್ಟನ್ ಆಸನದ ನಡುವಿನ ಅಂತರವನ್ನು ಹಿಸುಕುತ್ತದೆ, ಅವುಗಳನ್ನು ಬೇರ್ಪಡಿಸುತ್ತದೆ ಮತ್ತು ಅನಿಲ ತಪ್ಪಿಸಿಕೊಳ್ಳುತ್ತದೆ.
ನೀರಿನ ಹೀರಿಕೊಳ್ಳುವ ಪ್ರಕ್ರಿಯೆ:
ದಣಿದ ನಂತರ, ಒತ್ತುವ ತಲೆಯನ್ನು ಬಿಡುಗಡೆ ಮಾಡಿ, ಸಂಕುಚಿತ ವಸಂತವನ್ನು ಬಿಡುಗಡೆ ಮಾಡಲಾಗುತ್ತದೆ, ಪಿಸ್ಟನ್ ಆಸನವನ್ನು ಮೇಲಕ್ಕೆ ತಳ್ಳುತ್ತದೆ, ಪಿಸ್ಟನ್ ಆಸನ ಮತ್ತು ಪಿಸ್ಟನ್ ನಡುವಿನ ಅಂತರವನ್ನು ಮುಚ್ಚಲಾಗುತ್ತದೆ, ಮತ್ತು ಪಿಸ್ಟನ್ ಮತ್ತು ಕಂಪ್ರೆಷನ್ ರಾಡ್ ಅನ್ನು ಒಟ್ಟಿಗೆ ತಳ್ಳಲಾಗುತ್ತದೆ. ಕೆಲಸದ ಕೋಣೆಯಲ್ಲಿನ ಪರಿಮಾಣವು ಹೆಚ್ಚಾಗುತ್ತದೆ, ಗಾಳಿಯ ಒತ್ತಡ ಕಡಿಮೆಯಾಗುತ್ತದೆ, ಮತ್ತು ಇದು ನಿರ್ವಾತಕ್ಕೆ ಹತ್ತಿರದಲ್ಲಿದೆ, ಇದರಿಂದಾಗಿ ನೀರಿನ ನಿಲುಗಡೆ ಕವಾಟವು ಧಾರಕದಲ್ಲಿನ ದ್ರವ ಮೇಲ್ಮೈಗಿಂತ ಮೇಲಿರುವ ಗಾಳಿಯ ಒತ್ತಡವನ್ನು ತೆರೆಯುತ್ತದೆ, ದ್ರವವನ್ನು ಪಂಪ್ ದೇಹಕ್ಕೆ ಒತ್ತಿ, ನೀರಿನ ಹೀರಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ಪೂರ್ಣಗೊಳಿಸುತ್ತದೆ ಪ್ರಕ್ರಿಯೆ.
ನೀರಿನ ವಿಸರ್ಜನೆ ಪ್ರಕ್ರಿಯೆ:
ತತ್ವವು ನಿಷ್ಕಾಸ ಪ್ರಕ್ರಿಯೆಯಂತೆಯೇ ಇರುತ್ತದೆ. ವ್ಯತ್ಯಾಸವೆಂದರೆ, ಈ ಸಮಯದಲ್ಲಿ, ಪಂಪ್ ದೇಹವು ದ್ರವದಿಂದ ತುಂಬಿರುತ್ತದೆ. ಒತ್ತುವ ತಲೆಯನ್ನು ಒತ್ತಿದಾಗ, ಒಂದು ಕಡೆ, ನೀರಿನ ನಿಲುಗಡೆ ಕವಾಟವು ನೀರಿನ ಪೈಪ್ನ ಮೇಲಿನ ತುದಿಯನ್ನು ಮುಚ್ಚುತ್ತದೆ, ದ್ರವವು ನೀರಿನ ಪೈಪ್ನಿಂದ ಕಂಟೇನರ್ಗೆ ಹಿಂತಿರುಗದಂತೆ ತಡೆಯುತ್ತದೆ; ಮತ್ತೊಂದೆಡೆ, ದ್ರವದ ಸಂಕೋಚನದಿಂದಾಗಿ (ಅಗ್ರಾಹ್ಯ ದ್ರವ), ದ್ರವವು ಪಿಸ್ಟನ್ ಮತ್ತು ಪಿಸ್ಟನ್ ಆಸನದ ನಡುವಿನ ಅಂತರವನ್ನು ಮುರಿಯುತ್ತದೆ ಮತ್ತು ಸಂಕೋಚನ ಪೈಪ್ಗೆ ಮತ್ತು ನಳಿಕೆಯ ಹೊರಗೆ ಹರಿಯುತ್ತದೆ.
4. ಪರಮಾಣುೀಕರಣ ತತ್ವ
ನಳಿಕೆಯ ತೆರೆಯುವಿಕೆಯು ತುಂಬಾ ಚಿಕ್ಕದಾದ ಕಾರಣ, ಒತ್ತಡವು ಸುಗಮವಾಗಿದ್ದರೆ (ಅಂದರೆ, ಸಂಕೋಚನ ಟ್ಯೂಬ್ನಲ್ಲಿ ಒಂದು ನಿರ್ದಿಷ್ಟ ಹರಿವಿನ ಪ್ರಮಾಣವಿದೆ), ಸಣ್ಣ ರಂಧ್ರದಿಂದ ದ್ರವವು ಹರಿಯುವಾಗ, ದ್ರವ ಹರಿವಿನ ಪ್ರಮಾಣ ತುಂಬಾ ದೊಡ್ಡದಾಗಿದೆ, ಅಂದರೆ, ದಿ ಈ ಸಮಯದಲ್ಲಿ ಗಾಳಿಯು ದ್ರವಕ್ಕೆ ಹೋಲಿಸಿದರೆ ದೊಡ್ಡ ಹರಿವಿನ ಪ್ರಮಾಣವನ್ನು ಹೊಂದಿರುತ್ತದೆ, ಇದು ನೀರಿನ ಹನಿಗಳ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುವ ಹೆಚ್ಚಿನ ವೇಗದ ಗಾಳಿಯ ಹರಿವಿನ ಸಮಸ್ಯೆಗೆ ಸಮನಾಗಿರುತ್ತದೆ. ಆದ್ದರಿಂದ, ನಂತರದ ಪರಮಾಣುೀಕರಣ ತತ್ವ ವಿಶ್ಲೇಷಣೆಯು ಚೆಂಡಿನ ಒತ್ತಡದ ನಳಿಕೆಯಂತೆಯೇ ಇರುತ್ತದೆ. ಗಾಳಿಯು ದೊಡ್ಡ ನೀರಿನ ಹನಿಗಳನ್ನು ಸಣ್ಣ ನೀರಿನ ಹನಿಗಳಾಗಿ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ, ಮತ್ತು ನೀರಿನ ಹನಿಗಳನ್ನು ಹಂತ ಹಂತವಾಗಿ ಪರಿಷ್ಕರಿಸಲಾಗುತ್ತದೆ. ಅದೇ ಸಮಯದಲ್ಲಿ, ಹೆಚ್ಚಿನ ವೇಗದ ಹರಿಯುವ ದ್ರವವು ನಳಿಕೆಯ ತೆರೆಯುವಿಕೆಯ ಬಳಿ ಅನಿಲ ಹರಿವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ, ನಳಿಕೆಯ ತೆರೆಯುವ ಹೆಚ್ಚಳದ ಬಳಿ ಅನಿಲದ ವೇಗವನ್ನು ಮಾಡುತ್ತದೆ, ಒತ್ತಡ ಕಡಿಮೆಯಾಗುತ್ತದೆ ಮತ್ತು ಸ್ಥಳೀಯ ನಕಾರಾತ್ಮಕ ಒತ್ತಡದ ಪ್ರದೇಶವು ರೂಪುಗೊಳ್ಳುತ್ತದೆ. ಪರಿಣಾಮವಾಗಿ, ಅನಿಲ-ದ್ರವ ಮಿಶ್ರಣವನ್ನು ರೂಪಿಸಲು ಸುತ್ತಮುತ್ತಲಿನ ಗಾಳಿಯನ್ನು ದ್ರವಕ್ಕೆ ಬೆರೆಸಲಾಗುತ್ತದೆ, ಇದರಿಂದಾಗಿ ದ್ರವವು ಪರಮಾಣುೀಕರಣದ ಪರಿಣಾಮವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ
ಸೌಂದರ್ಯವರ್ಧಕ ಅಪ್ಲಿಕೇಶನ್
ಕಾಸ್ಮೆಟಿಕ್ ಉತ್ಪನ್ನಗಳಲ್ಲಿ ಸ್ಪ್ರೇ ಪಂಪ್ ಉತ್ಪನ್ನಗಳನ್ನು ವ್ಯಾಪಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ,
Sಸುಗಂಧ ದ್ರವ್ಯ, ಜೆಲ್ ವಾಟರ್, ಏರ್ ಫ್ರೆಶ್ನರ್ಗಳು ಮತ್ತು ಇತರ ನೀರು ಆಧಾರಿತ, ಎಸೆನ್ಸ್ ಉತ್ಪನ್ನಗಳು.
ಮುನ್ನೆಚ್ಚರಿಕೆಗಳನ್ನು ಖರೀದಿಸುವುದು
1. ವಿತರಕಗಳನ್ನು ಎರಡು ವಿಧಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ: ಟೈ-ಬಾಯಿ ಪ್ರಕಾರ ಮತ್ತು ಸ್ಕ್ರೂ-ಬಾಯಿ ಪ್ರಕಾರ
2. ಪಂಪ್ ಹೆಡ್ನ ಗಾತ್ರವನ್ನು ಹೊಂದಾಣಿಕೆಯ ಬಾಟಲ್ ದೇಹದ ಕ್ಯಾಲಿಬರ್ನಿಂದ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ. ಸ್ಪ್ರೇ ವಿಶೇಷಣಗಳು 12.5 ಮಿಮೀ -24 ಮಿಮೀ, ಮತ್ತು ನೀರಿನ ಉತ್ಪಾದನೆಯು 0.1 ಮಿಲಿ/ಸಮಯ -0.2 ಮಿಲಿ/ಸಮಯ. ಸುಗಂಧ ದ್ರವ್ಯ ಮತ್ತು ಜೆಲ್ ನೀರಿನಂತಹ ಉತ್ಪನ್ನಗಳ ಪ್ಯಾಕೇಜಿಂಗ್ಗೆ ಇದನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ಬಾಟಲಿಯ ದೇಹದ ಎತ್ತರಕ್ಕೆ ಅನುಗುಣವಾಗಿ ಒಂದೇ ಕ್ಯಾಲಿಬರ್ ಹೊಂದಿರುವ ಪೈಪ್ನ ಉದ್ದವನ್ನು ನಿರ್ಧರಿಸಬಹುದು.
3. ನಳಿಕೆಯ ಮೀಟರಿಂಗ್ನ ವಿಧಾನ, ಒಂದು ಸಮಯದಲ್ಲಿ ನಳಿಕೆಯಿಂದ ಸಿಂಪಡಿಸಿದ ದ್ರವದ ಪ್ರಮಾಣವು ಎರಡು ವಿಧಾನಗಳನ್ನು ಹೊಂದಿದೆ: ಸಿಪ್ಪೆಸುಲಿಯುವ ಅಳತೆ ವಿಧಾನ ಮತ್ತು ಸಂಪೂರ್ಣ ಮೌಲ್ಯ ಮಾಪನ ವಿಧಾನ. ದೋಷ 0.02 ಗ್ರಾಂ ಒಳಗೆ ಇರುತ್ತದೆ. ಮಾಪನವನ್ನು ಪ್ರತ್ಯೇಕಿಸಲು ಪಂಪ್ ದೇಹದ ಗಾತ್ರವನ್ನು ಸಹ ಬಳಸಲಾಗುತ್ತದೆ.
4. ಅನೇಕ ಸ್ಪ್ರೇ ಪಂಪ್ ಅಚ್ಚುಗಳಿವೆ ಮತ್ತು ವೆಚ್ಚ ಹೆಚ್ಚಾಗಿದೆ
ಉತ್ಪನ್ನ ಪ್ರದರ್ಶನ

ಪೋಸ್ಟ್ ಸಮಯ: ಮೇ -27-2024