
Киришүү: Акыркы жылдары шлангдын таңгактоо үчүн өтүнмөнүн талаалары акырындык менен кеңейтилген. Өнөр жай куралдары шлангдарды, мисалы, май, айнек желим, желим желектерин ж.б. Тамак сары кычы, Чили чыгы ж.б.у.с. Фармацевтикалык майлар шлангдарды тандап, тиш пастасынын түтүк таңгактоосу дайыма жогорулайт. Ар кандай тармактардагы барган сайын азыктар "түтүктөр" менен таңгакташат. Косметика индустриясында шлангдарды кысып, колдонуу, пайдалануу, жеңил жана көчмө аныктоо, ылайыкташтырылган мүнөздөмөлөргө ээ жана басма үчүн ылайыкташтырылган. Алар косметикада, күнүмдүк муктаждыктар, тазалоо өнүмдөрү сыяктуу продукцияларды, мисалы, косметикалык колдонууну жакшы көрүшөтTube таңгактоо.
Продукцияны аныктоо
Шланг - бул жеке желим, алюминий фольга, пластикалык фильм жана башка материалдарга негизделген таңгактоочу контейнер. Ал биргелешип экструссияны жана татаал процесстерди колдонуп, барактарга айланат, андан кийин атайын түтүк жасоочу машина тарабынан иштелип чыгат. Шлан - бул салмагы жана колдонуу оңой. Көптөгөн косметика өндүрүүчүлөрдүн көпчүлүгү өз мүнөздөмөсүнө байланыштуу, мисалы, портуляция, узактуулук, кайра иштетүү, жеңилдетүү, иштетүү жана басып чыгаруу жана басып чыгаруу
Өндүрүш процесси
1.
A, алюминий-пластикалык курамдагы шланг

Алюминий-пластикалык курамдагы шланг - алюминий фольга жана пластикалык фильмден жасалган таңгактоо контейнер - биргелешип экстряциялык татаал процесс аркылуу, андан соң атайын түтүк жасоочу машина менен иштелип чыккан. Анын кадимки түзүлүшү - Жеке ишкер / Жеке ишкер / Жеке ишкер / al / PE + EAA / PE. Алюминий-пластикалык шлангдар, негизинен, жогорку гигиена жана тоскоолдук жараткан касиеттерин талап кылган косметиканы таңгактоо үчүн колдонулат. Тосмо катмары жалпысынан алюминий фольга жана анын тегиз касиеттери алюминий фольганга тешигинен көз каранды. Алюминий-пластикалык курама шлангардагы алюминий-пластикалык шлангардагы алюминий-пластикалык курамдагы шлангардагы алюминий фольга баруучу катмарынын калыңдыгы, ал тургайдан 12 метрге чейин, ал тургай 9 м.и.
B. Толук пластик курамдагы шланг

Бардык пластикалык компоненттер эки түргө бөлүнөт: бардык пластикалык тоскоолдуксуз шлангдар жана бардык пластикалык тосмо шлангдары. Бардык пластик эмес тоскоолдуктар курама шлангдары, негизинен, азыркы, тез керектөөчү косметиканы таңгактоо үчүн колдонулат; Бардык пластикалык тосмо шлангдары, адатта, чоордо тигүү үчүн каптал тигүү үчүн, бир аз аралыкта косметикалык таңгактарга чейин колдонулат. Тосмо катмары евох, ПВДК, же оксиддин жыпар жайлары болушу мүмкүн. Үй жаныбарлары сыяктуу көп катмарлуу курамдуу материалдар. Бардык пластикалык тосмо шлангынын типтүү структурасынын типтүү структурасы Жеке ишкер / Жеке ишкер / Жеке ишкер / Жеке ишкер / Жеке ишкер.
C. Пластикалык биргелешкен шланг
Биргелешип экструзия технологиясы ар кандай касиеттери жана түрлөрү бар чийки заттарды чогултуу үчүн колдонулат жана аларды бир барагында пайда кылат. Пластикалык биргелешкен шлангдар бир катмарга бөлүнгөн шлангдар жана көп катмарлуу биргелешкен куурулган шлангдарга бөлүнөт. Мурунк коюу, негизинен, тез арада керектөөчү косметика (мисалы, колдуу косметикалык (мисалы, колдуу косметикалык, ж.б.); иш жүзүндө аткаруу талаптары төмөн. Таңгактоо, экинчиси, негизинен, жогорку чекит косметиканы таңгактоо үчүн колдонулат.
2 беттик тазалоо
Төшөк түстүү түтүктөргө, ачык түтүктөргө, түстүү же тунук түтүктөргө, бермеш түтүктөргө (бермеш, чачыранды, чачырап кеткен күмүш бериштүү, чачырап кеткен алтын бермет), жана ультрафиолетке бөлүнсө болот. Мэтте жарашыктуу көрүнөт, бирок ыплас алуу оңой Ак кесүү менен түтүк - бул чоң аймакты басып чыгаруу түтүк. Колдонулган сыя бийик болушу керек, антпесе оңой эле түшүп, бүктөлгөндөн кийин ак белгилерди ачат.

3. Графикалык басмакана
Кумурдуктун бетиндеги кеңири колдонулган ыкмалар SILK экранын басып чыгаруу (жертөлүү түстөрдү, кичинекей жана бир нече түстүү блокторду колдонуп, бирдей)желим бөтөлкөКесиптик линия өнүмдөрүндө колдонулган түс каттоону талап кылган басма, бирок басмаканада (кагаз басып чыгарууга, чоң түс түстүү блоктору жана көптөгөн түстөр менен окшош). , адатта, күнүмдүк химиялык сызык азыктарында колдонулат), ошондой эле ысык штамптоо жана күмүш ысык штамптоо. Офсеттик басма (Офсет), адатта, шланг иштетүү үчүн колдонулат. ЭСКЕРТҮҮЛӨРДҮН ЭСКЕРТҮҮЛӨРҮС Адатта, сыя сыя талап кылынат, сыягы, бекемделөө үчүн күчтүү жалдоо жана каршылыкка ээ болуу талап кылынат. Басып чыгаруу түсү көрсөтүлгөн көлөкө диапазонунда болушу керек, тескерисинче, четтөө туура болушу керек, четтөө 0,2мм ичинде болушу керек, ал эми шрифт толук жана так болушу керек.
Пластикалык шлангдын негизги бөлүгү ийнине, түтүкчөнү (түтүк денесине) жана түтүккө салат. Түтүк бөлүгү көбүнчө текстти же үлгүдөгү маалыматтарды алып, продукт топтомун көтөрүү үчүн түз басып чыгаруучу же өзүн-өзү жабышчаак белгилер аркылуу кооздолгон. Учурда шлангдарды жасалгалоо, негизинен, түздөн-түз түз басып чыгаруу жана өз алдынча жабышчаак этикеткалар аркылуу жетишилет. Түз басып чыгаруу, экран басып чыгаруу жана офсеттик басма. Тике басып чыгарууга салыштырмалуу өз алдынча жабышчаак басмакана менен салыштырганда, ар түрдүүлүктү жана туруктуулукту басып чыгаруу процесси. Офсеттик басып чыгаруу, экран басып чыгаруу, ысык штамптоо жана башка диверсификацияланган басмакана процесстери, татаал түстөргө татаал жана сонун.
1. Түтүк денеси
A. Classification
Материалга ылайык: Алюминий-пластикалык шланг, бардык пластикалык шланг, кагаз-пластикалык шланг, жогорку жалтырак алюминий плитка түтүк ж.б.
Калыңдыгы боюнча: бир катмар түтүгү, эки катмар түтүгү, беш катмарлуу курама түтүгү ж.б.
Трубанын формасына ылайык: тегерек шланг, сүйрү түтүк, жалпак шланг ж.б.
Колдонмого ылайык, мансап тазалагыч түтүк, BB Box Tube, Hand Cream Tube, колуңузду алып салуу түтүгү, күнгө каршы түтүк, тиш пастасы, кондиционер, кондиционер, шаңдуу түтүк, бет
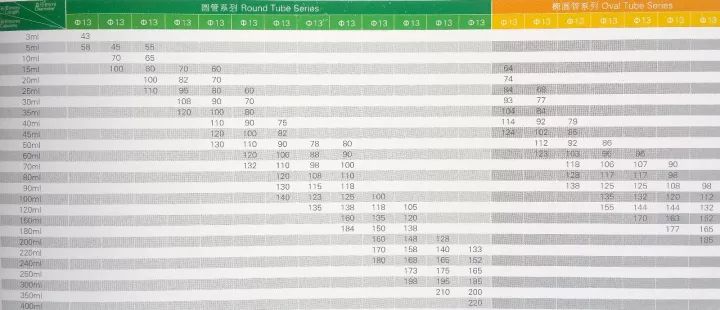
Кадимки түтүк диаметри: φ13, φ16, φ19, φ22, φ25, φ38, φ30, φ3, φ35, φ |, φ40, φ45, φ50, φ55, φ60
Жөнөкөй кубаттуулук:
3G, 5г, 8г, 10г, 15г, 20г, 25г,
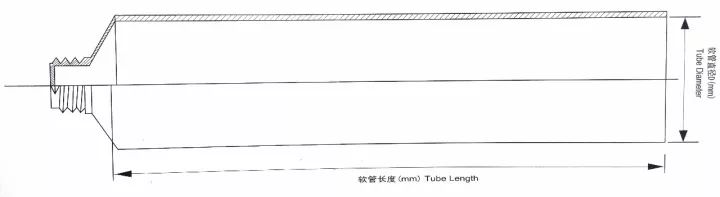
B. шланг өлчөмү жана көлөмү шилтеме
Өндүрүш процесстеринин жүрүшүндө алар "жылытуу" процесстерине көп жолу дуушар болушат, мисалы, трубка сүрөтү, бириккен, глазал, офсеттик басма жана экран басып чыгаруу. Бул процесстерден кийин, продукттун көлөмү белгилүү бир деңгээлде тууралайт. Кичирейип, "кичирейтүү деңгээли" бирдей болбойт, андыктан түтүк диаметри жана чоордун узундугу үчүн кадимки нерсе.
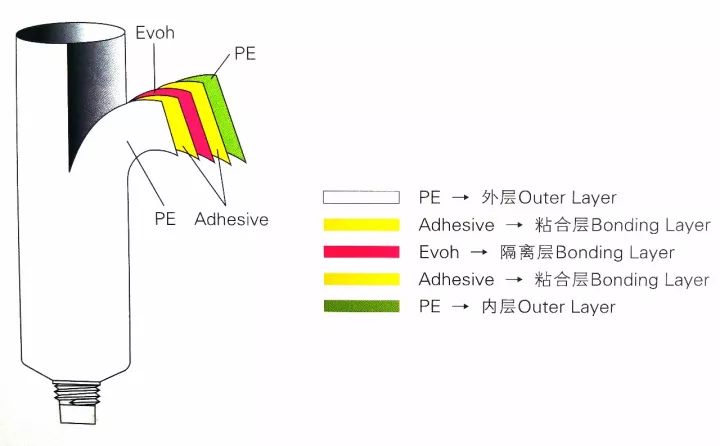
C. Иши: Беш катмардын пластикалык курамынын шлангынын түзүлүшүнүн схемалык диаграммасы
2 Tube куйругу
Айрым продуктулар мөөргө чейин толтурушу керек. Мөөрлөргө бөлүнсө болот: түз мөөр басып, ийрүү мөөр басылган, кол чатыр формасындагы мөөр жана атайын селинг. Мөөр басып чыгарганда, сиз керектүү маалыматты мөөр басып чыгарууну басып чыгарууну сурасаңыз болот. Дата код.

3. Колдоочу жабдуулар
A. Жөнөкөй пакеттер
Шланг капкагы ар кандай фигураларга келип, бир катмар жана эки катмар, эки катмар тышкы катмарларга бөлүнөт Тегерек башын жаап, шлангдуу капкак, шланганы капкагы, супер жалпак капкак, эки кабаттуу капкак, сфералык мукаба, липстик капкагы, пластик капкак, пластик капкак менен иштөөгө болот Ар кандай процесстер, ысык штамптардын, күмүш кырдуу, ачык-айкындык, тунук, мунай чачтары, мунай чачтары, электр ж.б., кеңештер ж.б. Шланг мукабасы - ийилген продукт жана шланг - бул түтүк. Көпчүлүк шланг өндүрүүчүлөр шлангды өзүнө алып келишпейт.

B. Көп функционалдуу колдоочу шаймандар
Колдонуучу муктаждыктарын диверсификациялоо, маал майдары, шарлары, роликтер ж.б. сыяктуу мазмунду жана функционалдык түзүмдүн натыйжалуу интеграциясы, ошондой эле базарда жаңы суроо болуп калды.

Косметикалык тиркемелер
Шлангыга жеңил салмактын мүнөздөмөлөрү, күчтүү жана бышык, кайра иштетүү, кайра иштетүү, кайра иштетүү, иштөө оңой жана адаптациялоо оңой. Көптөгөн косметика өндүрүүчүлөр тарабынан жактырылган жана тазалоо өнүмдөрүндө кеңири колдонулат (бети жууп, ж.б.) жана териге кам көрүү азыктары. Косметика (көздүн ар кандай кремдери, нымдандыргычтар, тамактануу кремдер, кремдер, күндүзгү) жана сулуулук жана чачка кам көрүү буюмдары (шампунь, кондиционер, помада ж.б.).
Сатып алуулар Негизги упайлар
1 HOSE Дизайн сүрөттөрүн карап чыгуу

Шланг менен тааныш болбогон адамдар үчүн жүрөк ооруп жаткан көйгөй болушу мүмкүн, эгерде сиз ката кетирсеңиз, анда баары бузулат. Сапаттуу жеткирүүчүлөр шланг менен тааныш болбогон адамдар үчүн салыштырмалуу жөнөкөй сүрөттөрдү дизай алышат. Түтүк диаметри жана түтүнүн узундугу аныкталгандан кийин, алар дизайн аймагына диаграмма беришет. Дизаграмманын мазмунун диаграмма аймагында жайгаштырышыңыз керек жана аны борборуңуз. Дал ушул. Ошондой эле жогорку сапаттагы жабдуучулар сиздин дизайн жана өндүрүш процесстериңизди текшерип, кеңеш беришет. Мисалы, электр көздүн абалы туура эмес болсо, анда алар сага айтып беришет; Эгер түс акылга сыярлык эмес болсо, анда алар эсиңизге салат; Эгерде мүнөздөмөлөр дизайнга жооп бербесе, анда алар көркөм чыгарманы өзгөртүү үчүн бир нече жолу эскертип турушат; Эгерде штрих-код жана окулгандыгы квалификацияланса, анда түсүнчө бөлүнүү жана сапаттуу жеткирүүчүлөр сиз үчүн бир-биринин жогорку сапаттагы жабдуулары сизди текшерип турушат, эгерде процесстин түп-тамыры пайда болбой калса, чакан каталар бар-жогун текшерип турушат.
2. Түтүктүн материалдарын тандоо:
Колдонулган материалдар ден-соолукка тиешелүү ден-соолукка тийиштүү деңгээлде жана оор металлдар жана флуоресцент агенттери сыяктуу зыяндуу заттар көрсөтүлгөн чектерде көзөмөлгө алынышы керек. Мисалы, АКШга экспорттолгон шлангарда колдонулган полиэтилен (PP) жана Полипропилен (ПП) АКШнын азык-түлүк жана баңги заттарды башкаруу (FDA) стандарттык башкаруу 21cfr117.1520.
3. Толтуруу ыкмаларын түшүнүү
Шлантуу толтуруунун эки ыкмасы бар: куйрук толтуруу жана ооз толтуруу. Эгерде ал түтүктү толтурса, анда сиз шланг сатып жатканда көңүл буруңуз. "Түтүк оозунун көлөмүн жана май куюлган шлангынын өлчөмүн" дуушар болгон "шлангынын өлчөмүн жана чоорго ийкемдүү болушу керекпи же жокпу, ойлонушуңуз керек. Эгерде түтүктүн аягына чейин толтурулуп калса, анда сиз шлангды уюштурушуңуз керек, ал эми бир эле учурда товарды толтуруу учурунда ыңгайлуу жана тез киргизүү үчүн продуктка жана куйрук багытын карап чыгыңыз. Экинчиден, сиз толтуруу учурунда мазмунун "ысык толтуруу" же бөлмө температурасында экендигин билишиңиз керек. Мындан тышкары, бул өнүмдүн процесси көбүнчө дизайнга байланыштуу. Толтуруу жараткан өндүрүштүн табиятын алдын-ала түшүнүү менен гана, көйгөйлөрдөн жана өндүрүшкө жетишүүдөн жана натыйжалуулукка жетише алабыз.
4. Шланг тандоо
Эгерде күндөлүк химиялык компания тарабынан пакетке салынган Мазмуну кычкылтекке өзгөчө сезимтал болсо, анда кычкылтекке (мисалы, кээ бир агартуучу косметика) пайда болсо, анда өтө эле өзгөрүлмө жыпар жыттар (мисалы, эфир майлары, кычкылы, кычкылы, балдары жана башка датсыз химикаттар), андан кийин беш Катмар биргелешип теңчектик түтүгү колдонулушу керек. Беш катмардын бир катмарлык тордун (полиэтилен / соода-сатыктын / евоф / соода-чайыр) кычкылтектин берүү деңгээли (полиэтилен / соода-сатыктын / полиэтилен) Белгиленген убакыттын ичинде этханол камтыган биргелешкен тубандардын арыктоо деңгээли бир катмар түтүктөрдөн ондогон мезгилдерден төмөн. Мындан тышкары, Эвух - бул эң сонун тоскоолдуктар жана жыпар жыт чарчаган (калыңдыгы 15-20 мкм), калыңдыгы 15-20 микрон).
5. Баалардын сүрөттөлүшү
Шлантуу сапатынын жана өндүрүүчүсүнүн ортосунда баанын чоң айырмасы бар. Плита жасоочу акы, адатта, 200гө чейин 300 юань түзөт. Трубанын денесин көп түстүү басып чыгаруу жана жибек экраны менен басып чыгарса болот. Айрым өндүрүүчүлөрдө жылуулук берүүлөрү бар басмаканалар жана технология бар. Ысык штамптоо жана күмүш ысык штамптоо бир аймактын баасына жараша эсептелет. Жибек экраны басып чыгаруу жакшыраак таасирин тийгизет, бирок кымбатыраак жана аз өндүрүүчүлөр аз. Ар кандай өндүрүүчүлөр ар кандай муктаждыктардын деңгээлине ылайык тандалып алынышы керек.
6. Hose Production цикли
Жалпысынан, циклдин убактысы 15-20 күнгө чейин (үлгү түтүкчөсүн ырастаганга чейин). Бир продукттун буйрутмасынын саны 5000ден 10000ге чейин. Кеңири масштабдуу өндүрүүчүлөр, адатта, минималдуу буйрутманын санын 10,000 түзөт. Чакан чакан өндүрүүчүлөр көп сортторунда көп сорттор бар. Продукт үчүн 3000дин минималдуу буйрутмасынын көлөмү да кабыл алынат. Кардарлар өтө эле аз калыпташат. Алардын көпчүлүгү коомдук калыптар (бир нече атайын капкак - бул жеке калыптар). Келишимдин буйругуна буйрутманын саны жана иш жүзүндө жеткирүү көлөмү ушул тармакта ± 10 болуп саналат. % четтөө.
Продукт шоу


Пост убактысы: апр-30-2024