
Жой, ыңгайлуу жана экономикалык таңгактоочу материал, күнүмдүк химиялык заттар талаасында кеңири колдонулат жана абдан популярдуу. Жакшы шланг мазмунун коргой албайт, бирок продукт деңгээлин өркүндөтүп, күндөлүк химиялык компаниялар үчүн көбүрөөк керектөөчүлөрдү жеңип чыгат. Ошентип, күнүмдүк химиялык компаниялар үчүн кантип тандоо керекЖогорку сапаттагы пластикалык шлангдаралардын өнүмдөрүнө ылайыктуубу?

Тандоо жана материалдарды тандоо жана сапаты өнүмдөрдү иштетүү жана акыркы каражаттарды акыркы жолу колдонууга түздөн-түз таасир этүү үчүн, шлангдын сапатын камсыз кылуунун ачкычы болуп саналат. Полиентилдин материалдары полиэтиленге (түтүк денеси жана трубанын башчысы), полпропилен (түтүк капкак), мастербетчик, тоскоолдук чайыр, варниш ж.б. Тандоо шлангдын сапатына түздөн-түз таасир этет. Бирок, материалдарды тандоо гигиена талаптары, тоскоолдук жараткан факторлорго (кычкылтек, суу буусу, жыпар жыт чарчоочу, жыпар жыт чарчоочусу) жана химиялык каршылыкты талап кылат.
Түбөлүктөрдү тандоо: Биринчиден, колдонулган материалдар гигиена стандарттарына жооп бериши керек, ал эми оор металлдар жана флуоресцент агенттери сыяктуу зыяндуу заттар белгиленген аралыкта көзөмөлгө алынышы керек. Мисалы, АКШга, Полиэтилен (POFEETYETYLENE) жана Полипропиленге (PP) колдонулган шлангдар АКШнын тамак-ашына жана баңги заттарды башкаруу (FDA) стандарттык чеберлерине жооп бериши керек (FDA) Standard 21cfr117.1520.
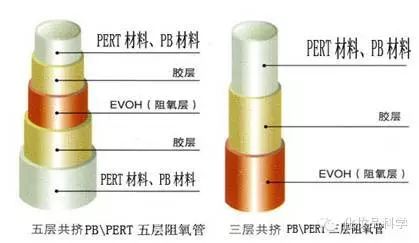
Материалдардын таңгактоочу касиеттери: Эгерде күндөлүк химиялык компаниялардын таңгактоосунун мазмуну кычкылтекке өзгөчө сезимтал болсо (мисалы, кээ бир устет косметика) же жыпар жыт - бул жыпар жыт - бул өтө учуучу (мисалы, маанилүү майлар, кислоталар, туздар Бул учурда беш катмарлуу биргелешип теңчилиштерди беш катмарлуу биргелешип экструмга алуу үчүн колдонсоңуз болот. Беш катмардын бир кычкылтек түтүгү (полиэтилен / чаптама / чаптама чөмүлтүлүшүнүн), болжолдуу полиэтилен (полиэтилен / чаптама / желдетилген чайыр / полиэтилен), ал эми кадимки полиэтилендин бир катмар түтүкчөсүнүн кычкылтек, бир катмар түтүгү 150-300 даана. Белгилүү бир убакыт аралыгында этханол камтыган биргелешип кетүүчү түтүкчөнүн арыктоо деңгээли бир катмар түтүкчөсүнөн бир нече ондон төмөн. Мындан тышкары, Эвух - бул Этилен-Винил Голлоглумдун эң сонун тоскоолдуктары жана жыпар жытты сактоо (калыңдыгы 15-20 мкм) болсо, эң мыкты эффектке жетишилет).
Материалдардын катуулугу: Күнүмдүк химиялык компаниялар шлангдын катуулугуна ар кандай талаптар бар, ошондуктан каалаган катуулугун кантип алууга болот? Кымбаттарда колдонулган полиэтилен, негизинен, тыгыз тыгыздыкчылдык полиэтилен, жогорку тыгыздык полиэтилен жана сызыктуу тыгыздык полиэтилен. Алардын арасында жогорку тыгыздыктын полиэтилендин акыл-эси тыгыздыгыбыздык полиэтиленден артык, ошондуктан каалаган катуулугун жогорку тыгыздык полиетилендин / аз тыгыз тыгыздык полистилинин катышы менен жөндөө менен жетишүүгө болот.
МАТЕРИАЛДАРДЫН ХИЗИКАЛЫК КӨРҮҮ: Жогорку тыгыздык полиэтилен аз тыгыздыгы полиэтиленге караганда химиялык каршылык көрсөтөт.
Аба-ырайынын каршылыгы материалдарды каршылык көрсөтүү: Сырткы көрүнүшү, басым турукташуусу каралышы керек.
МастерБатчын тандоо: МастерБатч шлангдарды сапаттуу контролдоонун маанилүү ролду ойнойт. Ошондуктан, мастерчиликти тандап жатканда, колдонуучунун компаниялары анын кемчиликсиздиги, чыпкасы, чыпкасы жана жылуулук туруктуулугу, аба-ырайына каршылык жана продукциянын каршылыгы деп эсептеши керек. Алардын арасында продуктка каршылык көрсөткөндө, шлангдарды колдонуу учурунда өзгөчө мааниге ээ. Эгерде массамбет болсо, анда ал камтылган продукцияга туура келсе, мырзанын түсү продуктка көчүп кетишет, ал эми кесепеттери өтө олуттуу. Демек, күнүмдүк химиялык компаниялар жаңы өнүмдөрдүн жана шлангдын туруктуулугун сынап көрүшү керек (көрсөтүлгөн шарттарда ылдамдатылган тесттер).
Гарништин түрлөрү жана алардын тийиштүү мүнөздөмөлөрү: түп-тамырынан колдонулган версиялык UV түрүнө жана жылуулук кургатуучу түрүнө бөлүнөт, аны жаркыраган бетине жана жыпырылган бетке бөлүүгө болот. Варниш визуалдык натыйжаларды гана бербейт, бирок мазмунун сактайт жана кычкылтек, суу буусу жана жыпар жытка окшош таасирин тийгизет. Жалпысынан сүйлөө, жылуулук кургатуу түрү Варништен кийин, андан кийин ысык штамптоо жана жибек экраны басып чыгаруу үчүн жакшы бир жолу бар, ал эми ультрафиолет гарниш жакшы жалтыратылган. Күнүмдүк химиялык компаниялар өз продукцияларынын мүнөздөмөлөрүнө ылайык тиешелүү варналды тандай алышат. Мындан тышкары, айыгылып, каршылык көрсөтүү, каршылык, каршылык, коррозиядан каршылык, коррозия каршылыгы, коррозиясына каршылык, нурларын кийүү жана эч кандай түйүнгө ээ болбошу керек.
Түтүк денесине / түтүк башына коюлган талаптар:
1. Түтүктүн денесинин бети жылмакай, чийиктер, штаммдар, кичирейтүүсү, деформациясы жок болушу керек. Түтүк денеси түз эле болушу керек жана бүгүлгөн эмес. Түтүктүн дубалын калыңдыгы бирдей болушу керек. Түтүктүн дубалы калыңдыгы, түтүк узундугу, диаметри сабырдуулугу көрсөтүлгөн диапазондо болушу керек;
2. Түтүктүн башы жана түтүк түтүкчөсү тубаса туташтырылышы керек, туташуу сызыгы тыкан жана кооз болушу керек, туурасы бирдей болушу керек. Түтүктүн башын туташтыргандан кийин кыйнабашы керек;
3. Трубанын башы жана түтүк мукабасы жакшы дал келиши керек, ал эми белгиленген момент диапазонунда тайып кетпеши керек жана түтүк менен капкактын ортосунда суу же аба агып кетиши керек;
Басып чыгаруу талаптар: шланг иштетүү, адатта, литографиялык ордун басууну (офсеттик) колдонот жана колдонулган сөөктүн көпчүлүк бөлүгү, адатта, көңүл бурууга жана каршылыкка каршылык көрсөтүүнү талап кылат. Басып чыгаруу түсү белгиленген тереңдиктин чегинде болушу керек, позициясы так болушу керек, ал эми четтөө 0,2мм ичинде болушу керек, ал эми шрифт толук жана так болушу керек.
Пластикалык капкактарга талаптар: Пластикалык баш тамга көбүнчө полиэтпропиленден (PP) сайма калыптоодон жасалган. Жогорку сапаттагы пластикалык башчылар, ачык, жаркыраган, жылмакай калыптоолор, так көлөмү, түтүкчөлөрүнүн башына чыкты. Кадимки колдонуу учурунда сынуу жаракалар же жаракалар сыяктуу структуралык зыян келтирбеши керек. Мисалы, ачылыш күчү диапазондо болсо, флип капкагы 300дөн ашык бүктөмгө туруштук бере алышы керек.

Жогорудагы аспектилерден баштап, күндөлүк химиялык компаниялардын көпчүлүгү жогорку сапаттагы шлангдын таңгактоо өнүмдөрүн тандап алышы керек деп эсептейм.
Пост убактысы: июль-12-2024