
Ievads: Pēdējos gados šļūtenes iepakojuma pieteikšanās lauki ir pakāpeniski paplašinājušies. Rūpnieciskās preces izvēlas šļūtenes, piemēram, smēreļļa, stikla līmi, blīvēšanas līmi utt.; Pārtika izvēlas šļūtenes, piemēram, sinepes, čili mērci utt.; Farmaceitiskās ziedes izvēlas šļūtenes, un arī zobu pasta caurules iepakojums tiek nepārtraukti modernizēts. Arvien vairāk produktu dažādos laukos ir iesaiņoti "mēģenēs". Kosmētikas nozarē šļūtenes ir viegli izspiest un izmantot, gaismas un pārnēsājamas, tās ir pielāgotas specifikācijām un tās ir pielāgotas drukāšanai. Tos izmanto kosmētikā, ikdienas vajadzībās, tādos produktos kā tīrīšanas līdzekļi ļoti mīl izmantot kosmētikucaurules iepakojums.
produkta definīcija
Šļūtene ir sava veida iepakojuma konteiners, kura pamatā ir PE plastmasa, alumīnija folija, plastmasas plēve un citi materiāli. Tas tiek izgatavots loksnēs, izmantojot koektrūzi un salikšanas procesus, un pēc tam ar īpašu cauruļvadu izgatavošanas mašīnu apstrādā cauruļveida formā. Šļūtene ir viegla un viegli lietojama. To dod priekšroku daudziem kosmētikas ražotājiem, ņemot vērā tā īpašības, piemēram, pārnesamību, izturību, pārstrādājamību, ērtu izspiešanu, apstrādes veiktspēju un drukāšanas spēju.
Ražošanas process
1. Liešanas process
A 、 alumīnija-plastmasas saliktā šļūtene

Alumīnija-plastmasas kompozītmateriālu šļūtene ir iepakojuma konteiners, kas izgatavots no alumīnija folijas un plastmasas plēves, izmantojot ko līdzpārbaudi, un pēc tam ar īpašu cauruļu izgatavošanas mašīnu apstrādā cauruļveida formā. Tās tipiskā struktūra ir PE/PE +EAA/Al/PE +EAA/PE. Alumīnija-plastmasas kompozītmateriālu šļūtenes galvenokārt izmanto kosmētikas iepakojumam, kurai nepieciešama augstas higiēnas un barjeras īpašības. Barjeras slānis parasti ir alumīnija folija, un tā barjeras īpašības ir atkarīgas no alumīnija folijas šķipsnas pakāpes. Nepārtraukti uzlabojot tehnoloģiju, alumīnija folijas barjeras slāņa biezums alumīnija un plastmasas kompozītmateriālu šļūtenēs ir samazināts no tradicionālajiem 40 μm līdz 12 μm vai pat 9 μm, kas ievērojami ietaupa resursus.
B. Pilnīga plastmasas kompozīta šļūtene

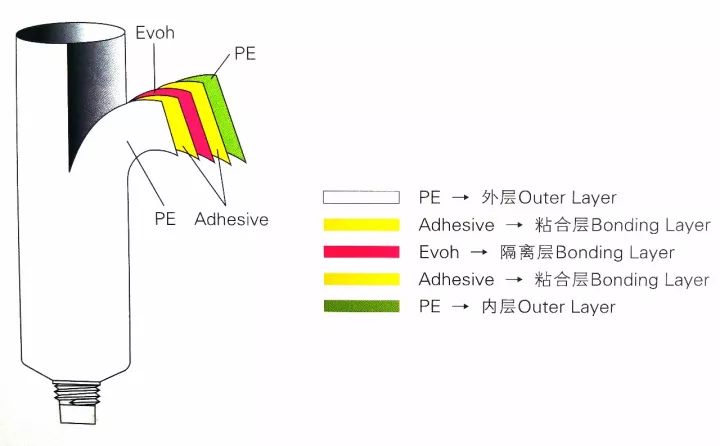
Visas plastmasas sastāvdaļas ir iedalītas divos veidos: visaptverošajā kompozītmateriālu šļūtenēs un visaptverošajā barjerā kompozītmateriālu šļūtenēs. Visu plastmasas nesaistītāju kompozītmateriālu šļūtenes parasti izmanto zemas klases, ātri patērējošas kosmētikas iesaiņošanai; Visu plastisko barjeru kompozītmateriālu šļūtenes parasti izmanto vidējas līdz zemas klases kosmētikas iepakojumam, jo sānu vīles ir izgatavotas cauruļu izgatavošanā. Barjeru slānis var būt EVOH, PVDC vai oksīda pārklājumi. Daudzslāņu kompozītmateriāli, piemēram, PET. Visu plastisko barjeru kompozītmateriāla šļūtenes tipiskā struktūra ir PE/PE/EVOH/PE/PE.
C. plastmasas līdzprodukta šļūtene
Koekstrūzijas tehnoloģija tiek izmantota, lai līdzproduktu izejvielas ar dažādām īpašībām un veidiem kopā un veidotu tās vienā piegājienā. Plastmasas līdzproduktu šļūtenes tiek sadalītas viena slāņa ekstrudētās šļūtenēs un daudzslāņu līdzpārbaudes šļūtenēs. Pirmais galvenokārt tiek izmantots ātrai kosmētikai (piemēram, roku krēmam utt.), Kuriem ir augstas prasības pēc izskata, bet zemas faktiskās veiktspējas prasības. Iepakojums, pēdējais galvenokārt tiek izmantots augstas klases kosmētikas iesaiņošanai.
2. Virsmas apstrāde
Šļūteni var izgatavot krāsainās mēģenēs, caurspīdīgās caurulēs, krāsainās vai caurspīdīgās matētās caurulēs, perlamutējošās caurulēs (pērļos, izkaisītas sudraba perlamutra, izkaisītas zelta pērles), un to var iedalīt UV, matētā vai spilgtā. Matēts izskatās elegants, bet ir viegli netīrīgs, un iekrāso atšķirību starp caurulīti un lielo apgabala drukāšanu uz caurules korpusa var vērtēt no griezuma pie astes. Caurule ar baltu griezumu ir liela apgabala drukas caurule. Izmantotajai tintei jābūt augstai, pretējā gadījumā tā viegli nokrīt un pēc salocīšanas plaisās un atklās baltas zīmes.

3. Grafiskā drukāšana
Parasti izmantotās metodes uz šļūteņu virsmas ietver zīda ekrāna drukāšanu (izmantojot vietas krāsas, mazus un dažus krāsu blokus, tāpat kāplastmasas pudeleDrukāšana, nepieciešama krāsu reģistrācija, parasti tiek izmantota profesionālos līnijas produktos) un ofseta drukāšana (līdzīga papīra drukāšanai, ar lieliem krāsu blokiem un daudzām krāsām). , parasti tiek izmantots ikdienas ķīmiskās līnijas izstrādājumos), kā arī karstu apzīmogošanu un sudraba karstu apzīmogošanu. Offseta drukāšanu (nobīde) parasti izmanto šļūteņu apstrādei. Lielākā daļa izmantoto tintes ir žāvētas ar UV. Parasti tintei ir nepieciešama spēcīga saķere un izturība pret krāsas maiņu. Drukāšanas krāsai jābūt noteiktā ēnu diapazonā, pārmērīgai pozīcijai jābūt precīzai, novirzei jābūt 0,2 mm robežās, un fontam jābūt pilnīgai un skaidrai.
Galvenajā plastmasas šļūtenes daļā ietilpst plecs, caurule (caurules korpuss) un caurules aste. Caurules daļa bieži tiek dekorēta, izmantojot tiešas drukāšanas vai pašlīmējošas etiķetes, lai pārnēsātu tekstu vai modeļa informāciju un uzlabotu produktu iepakojuma vērtību. Šļūteņu dekorēšana pašlaik galvenokārt tiek panākta, izmantojot tiešas drukāšanas un pašlīmējošas etiķetes. Tiešā drukāšana ietver ekrāna drukāšanu un ofseta drukāšanu. Salīdzinot ar tiešu drukāšanu, pašlīmējošo etiķešu priekšrocības ir: dažādības un stabilitātes drukāšana: tradicionālās ekstrudēto šļūteņu izgatavošanas process vispirms un pēc tam drukāšana parasti izmanto ofseta drukāšanu un ekrānuzņēmumu drukāšanu, savukārt pašlīmējošā drukāšana var izmantot burtu spiedienu, fleksogrāfisko drukāšanu, Offseta drukāšana, ekrāna drukāšana, karstā apzīmogošana un citi daudzveidīgi kombinētie drukāšanas procesi, sarežģītā krāsu veiktspēja ir stabilāka un izcilāka.
1. Cauruļu korpuss
A. klasifikācija
Saskaņā ar materiālu: alumīnija plastmasas kompozītmateriālu šļūtene, visaptveroša šļūtene, papīra plastmasas šļūtene, ar augstu spīdumu alumīnija pārklājumu caurule utt.
Saskaņā ar biezumu: viena slāņa caurule, divslāņu caurule, piecu slāņu kompozītmateriāla caurule utt.
Saskaņā ar caurules formu: apaļa šļūtene, ovāla caurule, plakanā šļūtene utt.
Saskaņā ar pielietojumu: sejas tīrīšanas caurule, BB kastes caurule, rokas krējuma caurule, rokas noņemšanas caurule, sauļošanās caurule, zobu pastas caurule, kondicioniera caurule, matu krāsošanas caurule, sejas maskas caurule utt.
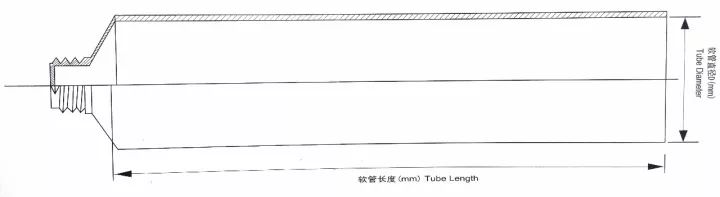
Parastais caurules diametrs: φ13, φ16, φ19, φ22, φ25, φ28, φ30, φ33, φ35, φ38, φ40, φ45, φ50, φ55, φ60
Parastā ietilpība:
3G, 5G, 8G, 10G, 15G, 20G, 25G, 30G, 35G, 40G, 45G, 50G, 60G, 80G, 100G, 110G, 120G, 130G, 150G, 180G, 200G, 250G, 250G
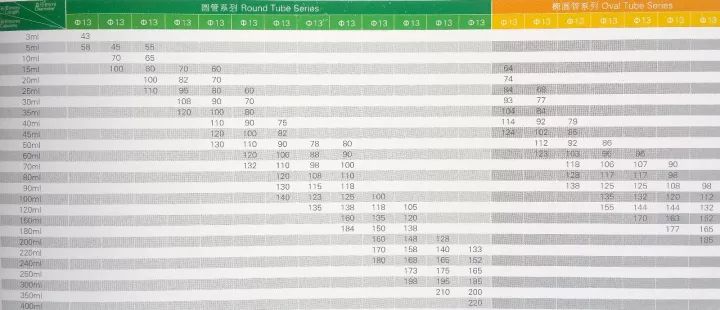
B. šļūtenes lielums un tilpuma atsauce
Šļūteņu ražošanas procesa laikā viņi daudzkārt tiks pakļauti "sildīšanas" procesiem, piemēram, cauruļu zīmēšana, apvienošana, stiklojums, kompensācija drukāšana un žāvēšana ar sietspiede. Pēc šiem procesiem produkta lielums zināmā mērā tiks pielāgots. Saraušanās un "saraušanās ātrums" nebūs vienādi, tāpēc ir normāli, ja caurules diametrs un caurules garums atrodas diapazonā.
C. Lieta: piecu slāņu plastmasas kompozītmateriālu šļūtenes struktūras shematiska diagramma
2. Caurules aste
Pirms blīvēšanas ir jāaizpilda daži produkti. Noslēgumu var iedalīt: taisnu blīvējumu, sarža pinumu blīvēšanu, lietussarga formas blīvējumu un īpašas formas blīvējumu. Aizzīmogojot, jūs varat lūgt izdrukāt nepieciešamo informāciju blīvēšanas vietā. Datuma kods.

3. Atbalsta aprīkojums
A. Regulāras paketes
Šļūteņu vāciņiem ir dažādas formas, parasti sadalītas skrūvju vāciņos (viena slāņa un dubultā slāņa, divslāņu ārējie vāciņi lielākoties ir galvanizēti vāciņi, lai palielinātu produkta kvalitāti un izskatītos skaistākas, un profesionālās līnijas lielākoties izmanto skrūvju vāciņus), plakaniski vāciņi, apaļš galvas vāks, sprauslas vāks, apgriezts vāks, super plakans vāks, divslāņu vāks, sfērisks vāks, lūpu krāsas vāks, plastmasas pārsegu var apstrādāt arī dažādos procesos, karstu apzīmogošanu Male, sudraba mala, krāsains vāks, caurspīdīgs, eļļas aerosols, galvanizēšana utt., Uzgaļu vāciņi un lūpu krāsas vāciņi parasti ir aprīkoti ar iekšējiem spraudņiem. Šļūtenes pārsegs ir iesmidzināts produkts, un šļūtene ir uzzīmēta caurule. Lielākā daļa šļūteņu ražotāju paši nerada šļūtenes.

B. Daudzfunkcionāla atbalsta aprīkojums
Ar lietotāju vajadzību dažādošanu satura un funkcionālās struktūras efektīva integrācija, piemēram, masāžas galvas, bumbiņas, veltņi utt., Ir kļuvusi arī par jaunu pieprasījumu tirgū.

Kosmētikas pielietojumi
Šļūtenei ir viegla svara, viegli nēsājama, spēcīga un izturīga, pārstrādājama, viegli saspiesta, laba apstrādes veiktspēja un drukāšanas pielāgošanās īpašības. To dod priekšroku daudziem kosmētikas ražotājiem, un to plaši izmanto tīrīšanas līdzekļos (sejas mazgāšanā utt.) Un ādas kopšanas līdzekļos. Kosmētikas (dažādi acu krēmi, mitrinātāji, uztura krēmi, krēmi, sauļošanās līdzekļi utt.) Pakāpjā un skaistumkopšanas un matu kopšanas līdzekļos (šampūns, kondicionieris, lūpu krāsa utt.).
Iepirkuma galvenie punkti
1. Pārskats par šļūtenes dizaina rasējumiem

Cilvēkiem, kuri nav pazīstami ar šļūtenēm, mākslas darbu projektēšana patstāvīgi var būt sirdi plosoša problēma, un, ja jūs kļūdāties, viss tiks sagrauts. Augstas kvalitātes piegādātāji projektēs salīdzinoši vienkāršus zīmējumus tiem, kas nav pazīstami ar šļūtenēm. Pēc caurules diametra un caurules garuma noteikšanas tie nodrošinās dizaina laukuma diagrammu. Dizaina saturs ir jānovieto tikai diagrammas apgabalā un jākontrolē tas. Tas tā. Augstas kvalitātes piegādātāji arī pārbaudīs un konsultēs jūsu projektēšanas un ražošanas procesus. Piemēram, ja elektriskās acs stāvoklis ir nepareizs, viņi jums pateiks; Ja krāsa nav saprātīga, viņi jums atgādinās; Ja specifikācijas neatbilst dizainam, tās jums atkārtoti atgādinās mainīt mākslas darbu; Un, ja svītrkoda virziens un lasāmība ir kvalificēti, krāsu atdalīšana un augstas kvalitātes piegādātāji pārbaudīs jūs pa vienam, vai ir nelielas kļūdas, piemēram, vai process var radīt šļūteni vai pat ja zīmējums nav savīts.
2. Cauruļu materiālu izvēle:
Izmantotajiem materiāliem jāatbilst attiecīgajiem veselības standartiem, un tādas kaitīgas vielas kā smagie metāli un dienasgaismas līdzekļi jākontrolē noteiktās robežās. Piemēram, polietilēnam (PE) un polipropilēnam (PP), ko izmanto šļūtenēs, kas eksportētas uz Amerikas Savienotajām Valstīm, jāatbilst ASV Pārtikas un zāļu pārvaldes (FDA) standartam 21CFR117.1520.
3. Izprotiet aizpildīšanas metodes
Ir divas šļūtenes pildījuma metodes: astes pildījums un mutes pildījums. Ja tas ir cauruļu pildījums, jums jāpievērš uzmanība, iegādājoties šļūteni. Jums jāapsver, vai "caurules mutes izmērs un pildījuma sprauslas izmērs" sakrīt ", un vai to var elastīgi izstiepties caurulē. Ja tas ir piepildīts caurules galā, tad jums jāorganizē šļūtene un tajā pašā laikā jāņem vērā produkta galvas un astes virziens, lai tas būtu ērts un ātri, lai pildījuma laikā ieiet caurulē. Otrkārt, jums jāzina, vai saturs pildīšanas laikā ir "karsts pildījums" vai istabas temperatūrā. Turklāt šī produkta process bieži ir saistīts ar dizainu. Tikai iepriekš saprotot ražošanas aizpildīšanas raksturu, mēs varam izvairīties no problēmām un sasniegt augstu ražošanu un efektivitāti.
4. Šļūteņu izvēle
Ja ikdienas ķīmijas uzņēmuma iesaiņotais saturs ir īpaši jutīgi pret skābekli (piemēram, kaut kas balināšanas kosmētika) vai ir ļoti nepastāvīgas smaržas (piemēram, ēteriskās eļļas vai dažas eļļas, skābes, sāļi un citas kodīgas ķīmiskas vielas), pēc tam piecas Jāizmanto slāņa līdzproduktu caurule. Tā kā piecu slāņu koefitruētās caurules (polietilēna/savienojošo sveķu/evoh/savienojošo sveķu/polietilēna) skābekļa pārraides ātrums ir 0,2–1,2 vienības, savukārt skābekļa caurlaides ātrums parastās polietilēna viena slāņa caurulē ir 150–300 vienības. Noteiktā laika posmā ko-ekstrudēto caurulīšu, kas satur etanolu, svara zaudēšanas ātrums ir desmitiem reižu zemāks nekā viena slāņa caurulēm. Turklāt EVOH ir etilēn-vinilspirta kopolimērs ar izcilām barjeras īpašībām un aromātu aizturi (biezums ir optimāls, ja tas ir 15-20 mikroni).
5. Cenu apraksts
Starp šļūtenes kvalitāti un ražotāju ir liela atšķirība cenu. Plāksnes maksas maksāšana parasti ir 200 juaņa līdz 300 juaņai. Caurules korpusu var izdrukāt ar daudzkrāsu drukāšanu un zīda ekrānu. Dažiem ražotājiem ir termiskās pārsūtīšanas drukas iekārtas un tehnoloģijas. Karstā apzīmogošana un sudraba karstā apzīmogošana tiek aprēķināta, pamatojoties uz vienības cenu uz vienu apgabalu. Zīda ekrāna drukāšanai ir labāka ietekme, taču tā ir dārgāka, un ir mazāk ražotāju. Dažādi ražotāji jāizvēlas atbilstoši dažādiem vajadzību līmeņiem.
6. Šļūtenes ražošanas cikls
Parasti cikla laiks ir no 15 līdz 20 dienām (no parauga caurules apstiprināšanas). Viena produkta pasūtījuma daudzums ir no 5000 līdz 10 000. Liela mēroga ražotāji parasti nosaka minimālo pasūtījuma daudzumu 10 000. Ļoti maziem maziem ražotājiem ir liels skaits šķirņu. Ir pieņemams arī minimālais pasūtījuma daudzums 3000 uz vienu produktu. Ļoti maz klientu paši atver veidnes. Lielākā daļa no tām ir publiskas veidnes (daži īpaši vāki ir privātas veidnes). Līguma pasūtījuma daudzums un faktiskais piegādes daudzums šajā nozarē ir ± 10. % novirze.
Produktu izstāde


Pasta laiks: 20.-2024. Aprīlis