
Вовед: Во последниве години, полињата за апликација на пакувањето на цревата постепено се проширија. Индустриските материјали избираат црева, како што се масло за подмачкување, стаклено лепак, лепак за копање, итн.; Храната избира црева, како што се сенф, чили сос, итн.; Фармацевтските мази избираат црева, а пакувањето на цевката на паста за заби е исто така постојано надградена. Сè повеќе производи во различни полиња се спакувани во „цевки“. Во индустријата за козметика, цревата се лесни за стискање и употреба, лесни и преносни, имаат прилагодени спецификации и се прилагодени за печатење. Тие се користат во козметика, дневни потреби, производи како што се производи за чистење се многу fondубители на употреба на козметикапакување на цевки.
Дефиниција на производот
Цревото е еден вид сад за пакување заснован на PE Plastic, алуминиумска фолија, пластичен филм и други материјали. Се прави во чаршафи со употреба на процеси на ко-екстракција и комбинирање, а потоа се обработува во тубуларна форма со специјална машина за правење цевки. Цревото е светло во тежина и лесен за употреба. Тој е фаворизиран од многу производители на козметика заради неговите карактеристики како што се преносливост, издржливост, рециклирање, лесно стискање, перформанси за обработка и прилагодливост на печатење.
Процес на производство
1. Процес на обликување
A 、 Алуминиум-пластично композитно црево

Алуминиум-пластично композитно црево е сад за пакување, изработен од алуминиумска фолија и пластичен филм преку процес на ко-екстракција, а потоа се обработува во тубуларна форма со специјална машина за правење цевки. Неговата типична структура е PE/PE +EAA/AL/PE +EAA/PE. Алуминиум-пластични композитни црева главно се користат за козметика за пакување за кои е потребна висока хигиена и бариери. Бариералниот слој е генерално алуминиумска фолија, а неговите бариерални својства зависат од степенот на шипката на алуминиумската фолија. Со континуирано подобрување на технологијата, дебелината на алуминиумскиот фолија бариера слој во алуминиум-пластични композитни црева е намалена од традиционалните 40 μm на 12 μm или дури 9 μm, што во голема мерка заштедува ресурси.
Б. Целосно пластично композитно црево

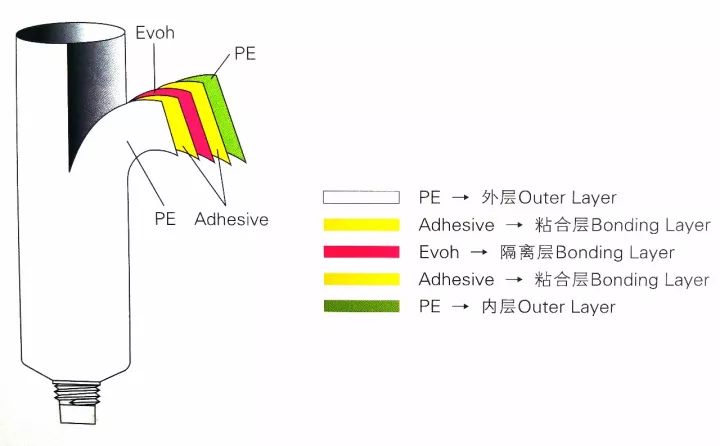
Сите пластични компоненти се поделени на два вида: сите пластични не-бариери композитни црева и сите пластични бариери композитни црева. Сите пластични не-бариерни композитни црева генерално се користат за пакување на козметика со низок степен, брзо одземање; Сите пластични бариери композитни црева обично се користат за пакување на козметика од средината до ниско ниво, како резултат на страничните споеви во правењето цевки. Бариералниот слој може да биде Evoh, PVDC или оксидни облоги. Повеќеслојни композитни материјали како што е ПЕТ. Типична структура на цело-пластично бариера композитно црево е PE/PE/EVOH/PE/PE.
В. пластично ко-екстрактуирано црево
Технологијата на ко-екстракција се користи за ко-ексклузивни суровини со различни својства и типови заедно и да ги формираат во едно. Пластичните ко-екстремулирани црева се поделени на еднослојни екструдирани црева и мулти-слојни ко-екстрагирани црева. Првиот главно се користи за козметика за брзо одземање (како што е крем за раце, итн.) Кои имаат големи барања за изгледот, но ниски барања за реални перформанси. Пакувањето, второто главно се користи за пакување на козметика на високо ниво.
2. Површински третман
Цревото може да се направи во обоени цевки, транспарентни цевки, обоени или транспарентни замрзнати цевки, бисерни цевки (бисери, расфрлани сребрени бисери, расфрлани златни бисери) и може да се поделат на УВ, мат или светли. Мат изгледа елегантно, но е лесно да се извалка, и ја обои разликата помеѓу цевката и печатењето со голема област на телото на цевката може да се оцени од засекот на опашката. Цевката со бел засек е цевка за печатење во голема област. Користеното мастило мора да биде високо, во спротивно лесно ќе падне и ќе попушти и ќе открие бели ознаки откако ќе се склопи.

3. Графичко печатење
Најчесто користени методи на површината на цревата вклучуваат печатење на свилен екран (користејќи бои на самото место, мали и неколку блокови во боја, исти како што сепластично шишеПечатење, потребна регистрација на боја, најчесто се користи во производи за професионална линија) и офсет печатење (слично на печатење хартија, со големи блокови во боја и многу бои). , најчесто користени во дневни производи за хемиска линија), како и топло печат и среброто топло печат. Офсет печатење (Офсет) обично се користи за обработка на цревото. Повеќето од користените мастила се сушени со УВ. Обично бара мастилото да има силна лепење и отпорност на обезбојување. Бојата на печатењето треба да биде во рамките на наведениот опсег на сенка, позицијата за отпечаток треба да биде точна, отстапувањето треба да биде во рамките на 0,2 мм, а фонтот треба да биде целосен и јасен.
Главниот дел од пластичното црево вклучува рамо, цевка (тело на цевка) и опашка од цевка. Делот за цевката честопати се украсува преку директно печатење или етикети за само-лепење за да се носат информации за текст или шема и да се подобри вредноста на пакувањето на производот. Декорацијата на цревата во моментов главно се постигнува преку директно печатење и етикети за само-лепење. Директното печатење вклучува печатење на екран и офсет печатење. Compared with direct printing, the advantages of self-adhesive labels include: Printing diversity and stability: The process of making traditional extruded hoses first and then printing usually uses offset printing and screen printing, while self-adhesive printing can use letterpress , flexographic printing, Офсет печатење, печатење на екран, топло печат и други разновидни комбинирани процеси на печатење, тешките перформанси во боја се постабилни и одлични.
1. Телото на цевката
A. Класификација
Според материјалот: алуминиум-пластично композитно црево, цело-пластично црево, хартија-пластично црево, цевка од алуминиум со висок сјај, итн.
Според дебелината: единечна цевка, двослоен цевка, петслојни композитни цевки, итн.
Според обликот на цевката: тркалезно црево, овална цевка, рамно црево, итн.
Според примената: цевка за чистење на лицето, цевка за кутија BB, цевка за крем за рака, цевка за отстранување на рацете, цевка за сончање, цевка за паста за заби, цевка за балсам, цевка за боја на коса, цевка за маска за лице, итн.
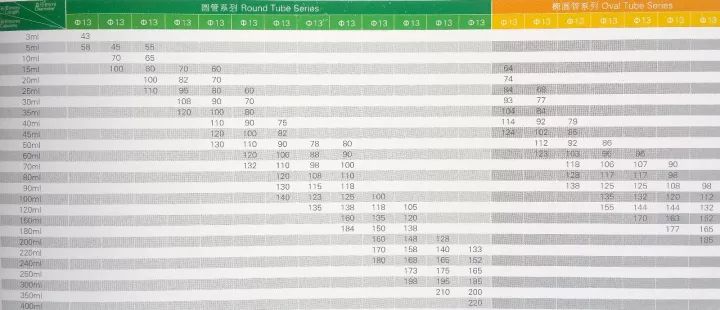
Конвенционален дијаметар на цевките: φ13, φ16, φ19, φ22, φ25, φ28, φ30, φ33, φ35, φ38, φ40, φ45, φ50, φ55, φ60
Редовен капацитет:
3g, 5g, 8g, 10g, 15g, 20g, 25g, 30g, 35g, 40g, 45g, 50g, 80g, 100g, 110g, 130g, 150g, 180g, 200g, 250g, 250g, 250g
Б. Референца за големината на цревата и волуменот
За време на процесот на производство на црева, тие ќе бидат изложени на „греење“ процеси многу пати, како што се цртеж на цевки, спојување, застаклување, офсет печатење и сушење на печатење на екран. По овие процеси, големината на производот ќе се прилагоди до одреден степен. Смалувањето и „стапката на намалување“ нема да бидат исти, така што е нормално дијаметарот на цевката и должината на цевките да бидат во опсег.
В. Случај: Шематски дијаграм на петслојната пластична сложена структура на црево
2. опашка од цевка
Некои производи треба да се полнат пред запечатување. Запечатувањето може да се подели на: директно запечатување, запечатување на држење, запечатување во форма на чадор и запечатување во специјална форма. Кога запечатувате, можете да побарате да ги отпечатите потребните информации на местото за запечатување. Код за датум.

3. Поддршка опрема
A. Редовни пакети
Капаците за црево доаѓаат во различни форми, генерално поделени на капачиња за завртки (еднослоен и двослоен, надворешните капачиња со двослојни се претежно електропланирани капачиња за да го зголемат квалитетот на производот и да изгледаат поубави, а професионалните линии претежно користат капачиња за завртки), рамни Капи, тркалезна капаче за глава, капакот на млазницата, капакот на флип-ап, супер рамен капак, капакот на двослоен, сферичен капак, капакот на кармин, пластичното покритие може да се обработи и во најразлични Процеси, топло статие, сребрен раб, обоен капак, транспарентен, спреј за нафта, електропланирање, итн., Капаците за врвови и капачињата од кармин обично се опремени со внатрешни приклучоци. Покривот на цревото е производ, обликуван со инјекција, а цревото е нацртана цевка. Повеќето производители на црева не произведуваат самите капаци на цревата.

Б. мултифункционална опрема за поддршка
Со диверзификација на потребите на корисниците, ефективната интеграција на содржината и функционалната структура, како што се глави за масажа, топки, ролери, итн., Исто така, стана нова побарувачка на пазарот.

Козметички апликации
Цревото има карактеристики на мала тежина, лесен за носење, силен и издржлив, рециклирачки, лесен за стискање, добра перформанси за обработка и прилагодливост на печатење. Тоа е фаворизирано од многу производители на козметика и се користи широко користено во производи за чистење (миење на лице, итн.) И производи за нега на кожата. Во пакувањето на козметика (разни креми за очи, навлажнувачи, креми за исхрана, креми, креми за сончање, итн.) И производи за убавина и нега на коса (шампон, балсам, кармин, итн.).
Клучни точки на набавка
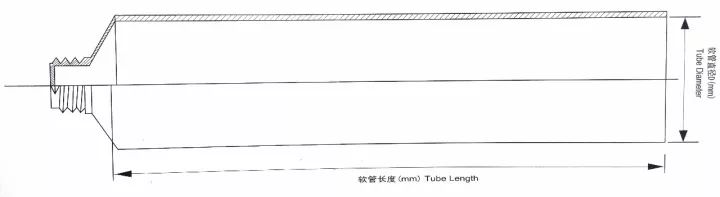
1. Преглед на цртежите за дизајн на црево

За луѓето кои не се запознаени со цревата, дизајнирањето на уметнички дела самостојно може да биде проблем со срцев удар, и ако направите грешка, сè ќе биде уништено. Добавувачите со висок квалитет ќе дизајнираат релативно едноставни цртежи за оние кои не се запознаени со цревата. Откако ќе се утврдат дијаметарот на цевката и должината на цевките, тие потоа ќе обезбедат дијаграм за дизајн на област. Треба да ја поставите содржината на дизајнот во областа на дијаграмот и да ја центрирате. Тоа е тоа. Добавувачите со висок квалитет, исто така, ќе извршат увид и советуваат за вашите процеси за дизајн и производство. На пример, ако позицијата на електричното око е погрешна, тие ќе ви кажат; Ако бојата не е разумна, тие ќе ве потсетат; Ако спецификациите не го исполнуваат дизајнот, тие ќе ве потсетуваат постојано да ги менувате уметничките дела; И ако се квалификува насоката и читливоста на баркодот, раздвојувањето на бојата и високо-квалитетни добавувачи ќе проверат за вас еден по еден дали има мали грешки, како на пример дали процесот може да произведе црево или дури и ако цртежот не е извртен.
2. Избор на материјали за цевки:
Користените материјали мора да ги исполнуваат релевантните здравствени стандарди, а штетните материи, како што се тешки метали и флуоресцентни агенси, треба да се контролираат во одредени граници. На пример, полиетилен (PE) и полипропилен (PP) што се користи во цревата извезени во Соединетите држави мора да го исполнат стандардот на Управата за храна и лекови на САД (FDA) 21CFR117.1520.
3. Разберете ги методите за полнење
Постојат два начина на полнење на цревата: полнење на опашката и полнење на устата. Ако е пополнување на цевки, треба да обрнете внимание при купување на цревото. Мора да размислите дали се совпаѓаат „големината на цевката и големината на млазницата за полнење“ и дали може флексибилно да се прошири во цевката. Ако се пополнува на крајот на цевката, тогаш треба да го организирате цревото, а во исто време да ги земете предвид насоките на главата и опашката на производот, за да го направите погодно и брзо да влезете во цевката за време на полнењето. Второ, треба да знаете дали содржината за време на полнењето е „топло полнење“ или на собна температура. Покрај тоа, процесот на овој производ честопати е поврзан со дизајнот. Само со разбирање на природата на пополнување на производство однапред, можеме да избегнеме проблеми и да постигнеме високо производство и ефикасност.
4. Избор на црево
Ако содржината спакувана од дневна хемиска компанија е производи кои се особено чувствителни на кислород (како што е козметика за белење) или имаат многу нестабилни мириси (како што се есенцијални масла или некои масла, киселини, соли и други корозивни хемикалии), потоа пет- Треба да се користи ко-ексклузивна цевка на слојот. Бидејќи стапката на пренесување на кислород на петслојната ко-екстремулирана цевка (полиетилен/смола за врзување/смола за врзување/врзување/полиетилен) е 0,2-1,2 единици, додека стапката на пренос на кислород на обична полиетилен единечна цевка е 150- 300 единици. Во одреден временски период, стапката на губење на тежината на ко-ексклузивни цевки што содржат етанол е десетици пати пониски од оној на еднослојни цевки. Покрај тоа, Евох е етилен-винил алкохол кополимер со одлични бариери и задржување на мирисот (дебелината е оптимална кога е 15-20 микрони).
5. Опис на цената
Постои голема разлика во цената помеѓу квалитетот на цревата и производителот. Надоместокот за правење плочи е обично 200 јуани до 300 јуани. Телото на цевката може да се отпечати со мулти-бои печатење и свилен екран. Некои производители имаат опрема и технологија за печатење со термички трансфер. Hotешкото печатење и среброто топло печат се пресметуваат врз основа на единечна цена по површина. Печатењето со свилен екран има подобар ефект, но е поскапо и има помалку производители. Различни производители треба да бидат избрани според различни нивоа на потреби.
6 циклус на производство на црева
Општо, времето на циклус е од 15 до 20 дена (од моментот на потврдување на цевката за примерок). Количината на нарачката на еден производ е 5.000 до 10,000. Големите производители обично поставуваат минимална количина на нарачка од 10,000. Многу малку мали производители имаат голем број на сорти. Минималната количина на нарачка од 3.000 по производ е исто така прифатлива. Многу малку клиенти сами отвораат калапи. Повеќето од нив се јавни калапи (неколку специјални капаци се приватни калапи). Количината на нарачката на договорот и вистинската количина на снабдување се 10 ± во оваа индустрија. % отстапување.
Шоу на производи


Време на објавување: АПР-30-2024