
INNLEDNING: De siste årene har søknadsfeltene for slangeemballasje gradvis utvidet seg. Industrielle forsyninger velger slanger, for eksempel smøreolje, glasslim, tette lim osv.; Mat velger slanger, for eksempel sennep, chilisaus osv.; Farmasøytiske salver velger slanger, og røremballasjen til tannkrem blir også konstant oppgradert. Flere og flere produkter på forskjellige felt er pakket i "rør". I kosmetikkindustrien er slanger enkle å presse og bruke, lette og bærbare, har tilpassede spesifikasjoner og tilpasses for utskrift. De brukes i kosmetikk, daglige nødvendigheter, produkter som rengjøringsprodukter er veldig glad i å bruke kosmetikkrøremballasje.
Produktdefinisjon
Slange er en slags emballasjebeholder basert på PE -plast, aluminiumsfolie, plastfilm og andre materialer. Den er laget til ark ved bruk av sam- Ekstramerings- og sammensatte prosesser, og behandles deretter til en rørformet form av en spesiell rørmaskin. Slangen er lett i vekt og enkel å bruke. Det er foretrukket av mange kosmetikkprodusenter på grunn av dens egenskaper som portabilitet, holdbarhet, resirkulerbarhet, enkel klemmer, prosessering av ytelse og utskriftsadskapsevne.
Produksjonsprosess
1. Moldingsprosess
A、Aluminum-plastic composite hose

Aluminiumsplastisk komposittslange er en emballasjebeholder laget av aluminiumsfolie og plastfilm gjennom sam- Ekstramasjonssammensetningsprosess, og deretter behandlet til en rørformet form av en spesiell rørmaskin. Den typiske strukturen er PE/PE +EAA/Al/PE +EAA/PE. Aluminium-plast komposittslanger brukes hovedsakelig til pakkingskosmetikk som krever høye hygiene og barriereegenskaper. Barrierelaget er generelt aluminiumsfolie, og dets barriereegenskaper avhenger av pinhole -graden av aluminiumsfolien. Med kontinuerlig forbedring av teknologien, har tykkelsen på aluminiumsfoliebarrierelaget i aluminiumsplastisk komposittslanger blitt redusert fra de tradisjonelle 40 um til 12 μm eller til og med 9 μm, noe som sparer ressurser i stor grad.
B. Full plastkompositt slange

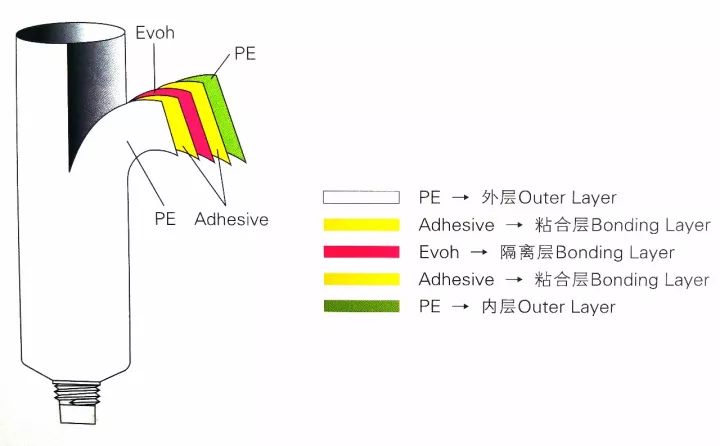
Alle plastkomponenter er delt inn i to typer: all-plast ikke-barrierer kompositt slanger og all-plast barriere sammensatte slanger. All-plast ikke-barrierer kompositt slanger brukes vanligvis til emballasje av lav-end, hurtigkrevende kosmetikk; All-plast barriere sammensatte slanger brukes vanligvis til midt- til lav-end kosmetikkemballasje på grunn av sidesømmer i rørfremstilling. Barrierelaget kan være EVOH, PVDC eller oksidbelegg. Flerlags komposittmaterialer som PET. Den typiske strukturen til all-plast barriere sammensatt slange er PE/PE/EVOH/PE/PE.
C. Plastic co-extrudered slange
Co-Extrusion Technology brukes til å co-Extrude råvarer med forskjellige egenskaper og typer sammen og danne dem på en gang. Plastko-ekstraderte slanger er delt inn i en-lags ekstruderte slanger og flerlags ko-ekstremt slanger. Førstnevnte brukes hovedsakelig til hurtigkrevende kosmetikk (for eksempel håndkrem, etc.) som har høye krav til utseende, men lave faktiske ytelseskrav. Emballasje brukes sistnevnte hovedsakelig til emballasje av high-end kosmetikk.
2. Overflatebehandling
Slangen kan lages til fargede rør, gjennomsiktige rør, fargede eller gjennomsiktige frostede rør, perlemorrør (perlemor, spredt sølv perlemor, spredt gull perlemor), og kan deles inn i UV, matt eller lys. Matte ser elegant ut, men er lett å bli skitten, og farget forskjellen mellom røret og utskriften med store områder på rørlegemet kan bedømmes ut fra snittet ved halen. Røret med et hvitt snitt er et utskriftsrør med stort område. Blekket som brukes må være høyt, ellers vil det lett falle av og vil sprekke og avsløre hvite merker etter å ha blitt brettet.

3. Grafisk utskrift
Vanlige brukte metoder på overflaten av slanger inkluderer silkeskjermutskrift (ved hjelp av spotfarger, små og få fargeblokker, det samme somPlastflaskeUtskrift, som krever fargegistrering, ofte brukt i profesjonelle linjeprodukter) og forskyvning av forskyvning (ligner på papirutskrift, med store fargeblokker og mange farger). , ofte brukt i daglige kjemiske linjeprodukter), samt varm stempling og sølvvarme. Offset -utskrift (forskyvning) brukes vanligvis til slangebehandling. De fleste av blekket som brukes er UV-tørket. Det krever vanligvis at blekket har sterk vedheft og motstand mot misfarging. Utskriftsfargen skal være innenfor det spesifiserte skyggeområdet, overtrykkposisjonen skal være nøyaktig, avviket skal være innenfor 0,2 mm, og skrifttypen skal være fullstendig og tydelig.
Hoveddelen av plastslangen inkluderer skulder, rør (rørlegeme) og rørhale. Rørdelen er ofte dekorert gjennom direkte utskrift eller selvklebende etiketter for å bære tekst- eller mønsterinformasjon og forbedre verdien av produktemballasje. Dekorasjonen av slanger oppnås for øyeblikket hovedsakelig gjennom direkte utskrift og selvklebende etiketter. Direkte utskrift inkluderer skjermutskrift og forskyvning av forskyvninger. Sammenlignet med direkte utskrift, inkluderer fordelene med selvklebende etiketter: utskriftsmangfold og stabilitet: prosessen med å lage tradisjonelle ekstruderte slanger først og deretter utskrift bruker vanligvis offset-utskrift og screenutskrift, mens selvklebende utskrift kan bruke brevtrykk, flexografisk utskrift, Offsetrykk, screenutskrift, varmstempling og andre diversifiserte kombinerte utskriftsprosesser, den vanskelige fargeytelsen er mer stabil og utmerket.
1. Rørkropp
A. Klassifisering
I henhold til materiale: aluminiumsplastisk sammensatt slange, all-plast slange, papirplastslange, høyt glans aluminiumsplagert rør, etc.
I henhold til tykkelse: enkeltlagsrør, dobbeltlagsrør, fem-lags komposittrør, etc.
I henhold til rørform: rund slange, oval rør, flat slange, etc.
I henhold til påføring: Ansiktsrensrør, BB Box -rør, håndkremrør, håndfjernerør, solkremrør, tannkremrør, balsam, hårfargestoff, ansiktsmaskerør, etc.
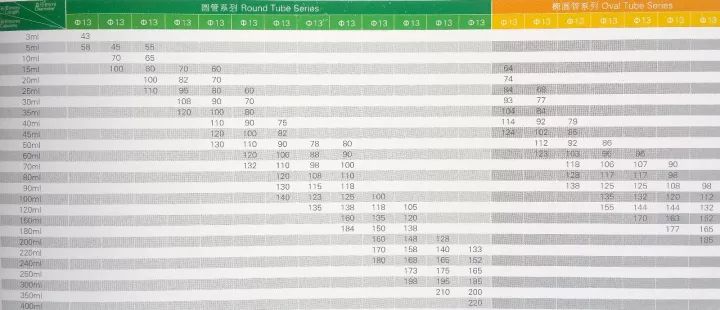
Konvensjonell rørdiameter: φ13, φ16, φ19, φ22, φ25, φ28, φ30, φ33, φ35, φ38, φ40, φ45, φ50, φ55, φ60
Vanlig kapasitet:
3G, 5G, 8G, 10G, 15G, 20G, 25G, 30G, 35G, 40G, 45G, 50G, 60G, 80G, 100G, 110G, 120G, 130G, 150G, 180G, 200g, 250g, 250g
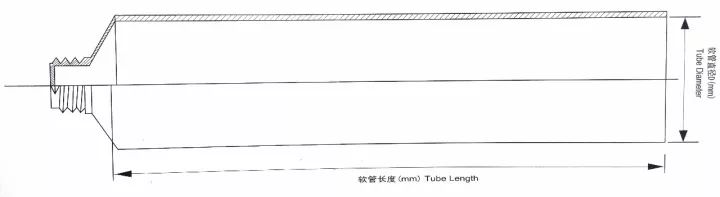
B. Slangestørrelse og volumreferanse
I løpet av produksjonsprosessen med slanger vil de bli utsatt for "oppvarming" -prosesser mange ganger, for eksempel rørselskap, skjøting, glass, forskyvning av forskyvning og tørking av skjermen. Etter disse prosessene vil størrelsen på produktet bli justert i en viss grad. Krympingen og "krympingshastigheten" vil ikke være den samme, så det er normalt at rørdiameteren og rørlengden er innenfor et område.
C. Sak: Skjematisk diagram over fem-lags plastkompositt slangestruktur
2. Rørhale
Noen produkter må fylles før forsegling. Tetningen kan deles inn i: rett forsegling, twill tetning, paraplyformet tetning og spesiell formet tetning. Når du forsegler, kan du be om å skrive ut den nødvendige informasjonen på tetningsstedet. Datakode.

3. støtteutstyr
A. Vanlige pakker
Slangekapper kommer i forskjellige former, vanligvis delt inn i skruehetter (enkeltsjikt og dobbeltlag, dobbeltlags ytre heter er stort sett elektroplaterte luer for å øke produktkvaliteten og se vakrere ut, og profesjonelle linjer bruker stort sett skruehetter), flat Caps, runde hodedeksel, dysedeksel, flip-up deksel, superflatt deksel, dobbeltlagsdeksel, sfærisk deksel, leppestiftdeksel, plastdeksel kan også behandles i en rekke Prosesser, varm stempelkant, sølvkant, farget dekke, gjennomsiktig, oljespray, elektroplatering, etc., spisshetter og leppestifthetter er vanligvis utstyrt med indre plugger. Slangedekselet er et injeksjonsstøpt produkt og slangen er et trukket rør. De fleste slangeprodusenter produserer ikke slangedeksler selv.

B. Multifunksjonelt støtteutstyr
Med diversifisering av brukerbehov har effektiv integrering av innhold og funksjonell struktur, for eksempel massasjehoder, baller, ruller osv., Også blitt en ny etterspørsel i markedet.

Kosmetiske applikasjoner
Slangen har egenskapene til lett vekt, lett å bære, sterk og holdbar, resirkulerbar, lett å klemme, god prosessering og utskriftsadskapsevne. Det er foretrukket av mange kosmetikkprodusenter og er mye brukt i rensende produkter (ansiktsvask, etc.) og hudpleieprodukter. I emballasjen til kosmetikk (forskjellige øyekremer, fuktighetskrem, ernæringsremer, kremer, solkremer, etc.) og skjønnhets- og hårpleieprodukter (sjampo, balsam, leppestift, etc.).
Anskaffelsesnøkkelpunkter
1. Gjennomgang av slangedesigntegninger

For mennesker som ikke er kjent med slanger, kan det å designe kunstverket på egen hånd være et hjerteskjærende problem, og hvis du gjør en feil, vil alt bli ødelagt. Leverandører av høy kvalitet vil designe relativt enkle tegninger for de som ikke er kjent med slanger. Etter at rørdiameteren og rørlengden er bestemt, vil de da gi et designområde -diagram. Du trenger bare å plassere designinnholdet i diagramområdet og sentrere det. Det er det. Leverandører av høy kvalitet vil også inspisere og gi råd om design- og produksjonsprosesser. For eksempel, hvis posisjonen til det elektriske øyet er feil, vil de fortelle deg det; Hvis fargen ikke er rimelig, vil de minne deg på; Hvis spesifikasjonene ikke oppfyller designet, vil de minne deg gjentatte ganger om å endre kunstverkene; Og hvis strekkodetningen og lesbarheten er kvalifisert, vil fargeseparasjon og leverandører av høy kvalitet se etter deg en etter en om det er små feil, for eksempel om prosessen kan produsere en slange eller til og med om tegningen ikke er vridd.
2. Valg av rørmaterialer:
Materialene som brukes må oppfylle relevante helsestandarder, og skadelige stoffer som tungmetaller og lysrør bør kontrolleres innenfor spesifiserte grenser. For eksempel må polyetylen (PE) og polypropylen (PP) som brukes i slanger som er eksportert til USA, oppfylle US Food and Drug Administration (FDA) Standard 21CFR117.1520.
3. Forstå fyllingsmetoder
Det er to metoder for slangefyll: halefylling og fylling av munnen. Hvis det er rørfylling, bør du ta hensyn når du kjøper slangen. Du må vurdere om "størrelsen på rørmunnen og størrelsen på fyllingsdysen" -kampen og om den kan utvides fleksibelt inn i røret. Hvis det fylles på slutten av røret, må du ordne slangen, og samtidig vurdere hodet og haleretningen til produktet, for å gjøre det praktisk og raskt å komme inn i røret under fylling. For det andre må du vite om innholdet under fylling er "varmt fylling" eller ved romtemperatur. I tillegg er prosessen med dette produktet ofte relatert til designen. Bare ved å forstå arten av å fylle produksjon på forhånd, kan vi unngå problemer og oppnå høy produksjon og effektivitet.
4. Slangevalg
Hvis innholdet som er pakket av et daglig kjemisk selskap, er produkter som er spesielt følsomme for oksygen (for eksempel noen hvitende kosmetikk) eller har veldig flyktige dufter (for eksempel essensielle oljer eller noen oljer, syrer, salter og andre etsende kjemikalier), deretter fem- Lagko-ekstremt rør skal brukes. Fordi oksygenoverføringshastigheten til fem-lags sam-ekstremt rør (polyetylen/bindingsharpiks/EVOH/bindingsharpiks/polyetylen) er 0,2-1,2 enheter, mens oksygenoverføringshastigheten til vanlig polyetylen enkeltlags rør er 150- 300 enheter. I løpet av en viss tidsperiode er vekttapshastigheten for samstridte rør som inneholder etanol dusinvis av ganger lavere enn for enkeltlagsrør. I tillegg er EVOH en etylen-vinylalkohol-kopolymer med utmerkede barriereegenskaper og duftretensjon (tykkelsen er optimal når den er 15-20 mikron).
5. Prisbeskrivelse
Det er en stor prisforskjell mellom slangekvalitet og produsent. Plateavgiften er vanligvis 200 yuan til 300 yuan. Rørkroppen kan skrives ut med flerfargede utskrift og silkeskjerm. Noen produsenter har termisk overføring av utskriftsutstyr og teknologi. Varm stempling og sølvvarme stempling beregnes basert på enhetspris per område. Silkeskjermutskrift har bedre effekt, men er dyrere og det er færre produsenter. Ulike produsenter bør velges i henhold til forskjellige behovsnivåer.
6. Slangeproduksjonssyklus
Generelt er syklustiden 15 til 20 dager (fra tidspunktet for å bekrefte prøvestupet). Bestillingsmengden til et enkelt produkt er 5.000 til 10.000. Store produsenter setter vanligvis en minimum bestillingsmengde på 10.000. Svært få små produsenter har et stort antall varianter. Minimum bestillingsmengde på 3000 per produkt er også akseptabel. Svært få kunder åpner former av seg selv. De fleste av dem er offentlige former (noen få spesielle lokk er private former). Kontraktsbestillingsmengden og den faktiske forsyningsmengden er ± 10 i denne bransjen. % avvik.
Produktshow


Post Time: Apr-30-2024