
Przewodnik: Silk Printing to bardzo powszechny proces drukowania graficznego w produkcji kosmetycznych materiałów opakowaniowych. Dzięki kombinacji atramentu, ekranu drukowania ekranu i sprzętu do drukowania ekranu atrament jest przenoszony do podłoża przez siatkę części graficznej. Podczas procesu na drukowanie na ekranie koloru wpłyną niektóre czynniki i zmiany. Ten artykuł jest pakowany przezPakiet Rainbow Shanghai, i podzielę się z wami kilkoma czynnikami wpływającymi na zmianę koloru jedwabnego ekranu.
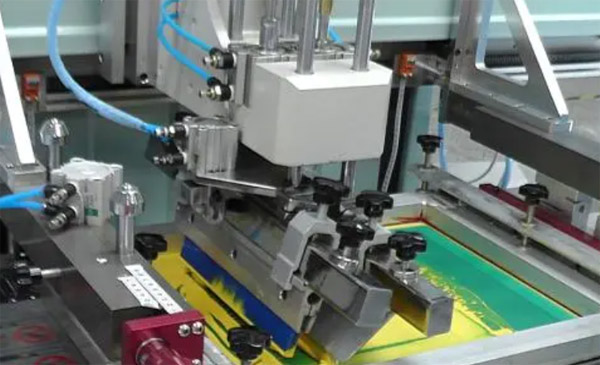
Drukowanie ekranu
Proces drukowania ekranu jest taki, że atrament przechodzi przez część siatki ekranu, a następnie wycieka na podłoże. Pozostała część ekranu jest zablokowana, a atrament nie może przenikać. Podczas drukowania atrament wylewa się na ekran. Bez siły zewnętrznej atrament nie wycieknie przez siatkę do podłoża. Gdy squeegee zeskryje atrament z pewnym ciśnieniem i kątem pochylenia, przeniesie się przez ekran. Do następującego podłoża, aby zrealizować kopię obrazu.

01 Mieszanie atramentu
Zakładając, że pigmenty w tuszu są odpowiednio sformułowane, zwykłą przyczyną zmian kolorów jest dodany rozpuszczalnik. W dobrze kontrolowanych warsztatach atrament powinien być dostarczany do prasy drukarskiej w dowolnym momencie po jej gotowym, to znaczy drukarka nie powinna mieszać atramentu. W wielu firmach atrament nie jest dostosowywany i dostarczany do prasy drukarskiej, ale jest pozostawiony drukarkom do dostosowania, a one dodają i mieszają atrament zgodnie z własnymi uczuciami. W rezultacie równowaga pigmentu w atrament jest złamana. W przypadku wspólnego atramentu na bazie wody lub atramentu UV woda w atrament działa w taki sam sposób, jak rozpuszczalnik w atrament rozpuszczalnikowy. Dodanie wody rozrzedzi suszoną warstwę atramentu i wpłynie na kolor atramentu, zmniejszając w ten sposób gęstość koloru. . Przyczyny takich problemów można dalej prześledzić.

W magazynie atramentu pracownicy miksowania tuszu nie używają urządzenia ważenia i polegają tylko na własnym osądu, aby dodać odpowiednią ilość rozpuszczalnika lub początkowe mieszanie jest niewłaściwe lub zmiksowanie atramentu zmieniło się podczas drukowania, aby Mieszany atrament będzie produkować różne kolory. Kiedy ta praca zostanie ponownie wydrukowana w przyszłości, sytuacja ta pogorszy się. O ile nie ma wystarczającej ilości atramentu do nagrywania, prawie niemożliwe jest odtworzenie koloru.
02 Wybór ekranu
Drutowa średnica ekranu i sposób tkania, to znaczy zwykłego lub zmiennego, mają duży wpływ na grubość drukowanego folii atramentu. Dostawca ekranu dostarczy szczegółowe informacje techniczne na ekranie, najważniejszą teoretyczną objętość atramentu, która reprezentuje ilość atramentu przechodzącego przez siatkę ekranu w określonych warunkach drukowania, ogólnie wyrażonych w CM3/M2. Na przykład ekran o sice 150 o średnicy o średnicy siatki 31 μm będzie w stanie przejść 11 cm3/m2 atramentu. Siatka o średnicy 34 μm i ekranu o wartości 150 mesh przejdzie 6 cm3 atramentu na metr kwadratowy, co odpowiada warstwom mokrym atramentem o grubości 11 i 6 μm. Z tego widać, że prosta reprezentacja o siatce sprawi, że uzyskasz znacząco różne grubości warstwy atramentu, a wynik spowoduje dużą różnicę w kolorze.
Wraz z ulepszeniem technologii tkania siatki drucianej konieczne jest uzyskanie pewnej liczby siatki z drutu zmiennym zamiast zwykłej siatki drucianej. Chociaż jest to czasem możliwe, możliwość jest bardzo mała. Czasami dostawcy ekranu przechowują stare ekrany Twill. Ogólnie rzecz biorąc, teoretyczna objętość atramentu tych ekranów zmienia się o 10%. Jeśli używasz ekranu Twill Weave do drukowania drobnoziarnistych obrazów, zjawisko pęknięcia linii jest czymś więcej niż ekranem na zwykłym splocie.
03Napięcie ekranu
Niskie napięcie ekranu spowoduje powoli oddzielenie ekranu od wydrukowanej powierzchni, co wpłynie na atrament pozostający na ekranie i spowoduje efekty, takie jak nierównomierność koloru. W ten sposób kolor wydaje się zmienić. Aby rozwiązać ten problem, należy zwiększyć odległość ekranu, to znaczy odległość między poziomą płytką ekranową a materiałem drukowanym. Zwiększenie odległości ekranu oznacza zwiększenie ciśnienia squegee, co wpłynie na ilość atramentu przechodzącego przez ekran i spowoduje dalsze zmiany koloru.
04Ustawienie squeegee
Im bardziej miękki squeegee, tym więcej atramentu przejdzie przez ekran. Im większe ciśnienie działające na squeegee, tym szybsza krawędź ostrza squegee nosi podczas drukowania. Zmieni to punkt kontaktu między squeegee a wydrukowaną materią, która również zmieni ilość atramentu przechodzącego przez ekran, a tym samym powoduje zmiany kolorów. Zmiana kąta Squeegee wpłynie również na ilość przyczepności atramentu. Jeśli squeegee będzie działać zbyt szybko, zmniejszy to grubość przymocowanej warstwy atramentu.

05Ustawienie noża do atramentu
Funkcją noża-returowania atramentu jest wypełnienie otworów ekranu stabilnym ilością atramentu. Dostosowanie ciśnienia, kąta i ostrości noża do skręcania atramentu spowoduje przepełnienie lub niedożywienie siatki. Nadmierne ciśnienie noża z atramentem zmusi atrament do przejścia przez siatkę, powodując nadmierną przyczepność atramentu. Niewystarczające ciśnienie noża do noża do atramentu spowoduje, że tylko część siatki zostanie wypełniona atramentem, co spowoduje niewystarczającą przyczepność atramentu. Bardzo ważna jest również prędkość biegania noża powrotnego atramentu. Jeśli działa zbyt wolno, atrament zostanie przepełniony; Jeśli działa zbyt szybko, spowoduje poważny niedobór atramentu, który jest podobny do efektu zmiany prędkości biegania squegee.
06Ustawienie maszyny
Ostrożna kontrola procesu jest największym kluczowym czynnikiem. Stabilna i spójna regulacja maszyny oznacza, że kolor jest stabilny i spójny. Jeśli regulacja maszyny się zmieni, kolor straci kontrolę. Problem ten zwykle występuje, gdy drukowanie pracowników zmieniają zmiany, lub później drukujący pracownicy zmieniają ustawienia prasy drukarskiej w celu dostosowania się do własnych nawyków, co spowoduje zmiany kolorów. Najnowsza wielokolorowa maszyna do drukowania ekranu wykorzystuje automatyczną sterowanie komputerowo w celu wyeliminowania tej możliwości. Spraw, aby te stabilne i spójne ustawienia naciśnięcia drukowania i utrzymuj te ustawienia niezmienione podczas pracy w druku.
07Materiały do drukowania
W branży drukowania ekranu aspektem często pomijanym jest spójność podłoża do wydrukowania. Papier, karton i plastik używane w druku są zwykle wytwarzane w partiach. Wysokiej jakości dostawca może zagwarantować, że cała partia materiałów, które dostarcza, ma dobrą gładkość powierzchni, ale nie zawsze tak jest. Podczas przetwarzania tych materiałów każda niewielka zmiana procesu zmieni kolor i kolor materiału. Wykończenie powierzchni. Gdy tak się stanie, drukowany kolor wygląda na zmianę, chociaż nic się nie zmieniło podczas faktycznego procesu drukowania.

Kiedy chcemy wydrukować ten sam wzór na różnych materiałach, od falistej plastikowej płyty po karton sztuki, jako reklamę reklamową, drukarki napotykają te praktyczne trudności. Kolejnym problemem, z którym często napotykamy, jest to, że nasz druk ekranowy musi nadrobić zaległości obrazem przesunięcia. Jeśli nie zwracamy uwagi na kontrolę procesu, nie mamy szans. Uważna kontrola procesu obejmuje dokładny pomiar kolorów, zastosowanie spektrofotometru do określenia koloru linii oraz densytometr do określenia trzech podstawowych kolorów, abyśmy mogli wydrukować stabilne i spójne obrazy na różnych materiałach.
08źródło światła
Pod różnymi źródłami światła kolory wyglądają inaczej, a ludzkie oczy są bardzo wrażliwe na te zmiany. Efekt ten można zmniejszyć, zapewniając, że kolory pigmentów używanych w całej operacji drukowania są dokładne i spójne. Jeśli zmienisz dostawców, może to być katastrofa. Pomiar i percepcja kolorów jest bardzo złożonym polem. Aby osiągnąć najlepszą kontrolę, musi istnieć zamknięta pętla złożona z producentów atramentu, mieszania atramentu, dowodu i dokładnego pomiaru w procesie drukowania.

09 suchy
Czasami kolor zmienia się z powodu niewłaściwej regulacji suszarki. Podczas drukowania papieru lub tektury, jeśli temperatura suszenia jest zbyt wysoka, ogólna sytuacja polega na tym, że biały kolor zmienia żółty. Branże szkła i ceramiczne są najbardziej zaniepokojeni zmianami kolorów podczas suszenia lub pieczenia. Używany tutaj pigment musi zostać całkowicie zmieniony z wydrukowanego koloru na spiekany kolor. Na te spiekane kolory wpływa nie tylko temperatura pieczenia, ale także utlenianie lub obniżona jakość powietrza w obszarze pieczenia.
Shanghai Rainbow Industrial Co., Ltdjest producentem, pakiet Rainbow Shanghai zapewnia kompleksowe opakowania kosmetyczne. Jeśli podoba Ci się nasze produkty, możesz się z nami skontaktować,
Strona internetowa:www.rainbow-pkg.com
Email: Bobby@rainbow-pkg.com
WhatsApp: +008613818823743
Czas po: 04-2021