
Introducere: În ultimii ani, câmpurile de aplicații ale ambalajelor cu furtun s -au extins treptat. Livrările industriale aleg furtunurile, cum ar fi uleiul de lubrifiere, lipiciul de sticlă, lipiciul de caulking, etc.; Mâncarea alege furtunuri, cum ar fi muștarul, sosul de chili, etc.; Unguentele farmaceutice aleg furtunurile, iar ambalajul cu tuburi de pastă de dinți este, de asemenea, modernizat constant. Din ce în ce mai multe produse în diferite câmpuri sunt ambalate în „tuburi”. În industria cosmetică, furtunurile sunt ușor de strâns și de utilizare, ușor și portabil, au specificații personalizate și sunt personalizate pentru imprimare. Sunt utilizate în produse cosmetice, necesități zilnice, produse precum produsele de curățare sunt foarte îndrăgite de utilizarea cosmeticăAmbalaj tub.
definiția produsului
Furtunul este un fel de recipient de ambalare bazat pe plastic PE, folie de aluminiu, peliculă de plastic și alte materiale. Este transformat în foi folosind procese de co-extrudare și compunere, apoi prelucrat într-o formă tubulară printr-o mașină specială de fabricare a conductelor. Furtunul este ușor în greutate și ușor de utilizat. Este favorizat de mulți producători de produse cosmetice datorită caracteristicilor sale, cum ar fi portabilitatea, durabilitatea, reciclabilitatea, stoarcerea ușoară, prelucrarea performanței și adaptabilitatea imprimării.
Proces de fabricație
1. Procesul de modelare
Un 、 furtun compozit din aluminiu-plastic

Furtunul compus din aluminiu-plastic este un recipient de ambalare din folie de aluminiu și peliculă de plastic prin proces de compunere de co-extrudare, apoi prelucrat într-o formă tubulară printr-o mașină specială de fabricare a conductelor. Structura sa tipică este PE/PE +EAA/AL/PE +EAA/PE. Furtunurile compozite din aluminiu-plastic sunt utilizate în principal pentru ambalarea produselor cosmetice care necesită proprietăți ridicate de igienă și barieră. Stratul de barieră este, în general, folie de aluminiu, iar proprietățile sale de barieră depind de gradul de pin al foliei de aluminiu. Odată cu îmbunătățirea continuă a tehnologiei, grosimea stratului de barieră cu folie de aluminiu în furtunurile compozite din aluminiu-plastic a fost redusă de la tradiționalul de 40 μm la 12 μm sau chiar 9 μm, ceea ce economisește foarte mult resursele.
B. furtun compus din plastic complet

Toate componentele din plastic sunt împărțite în două tipuri: furtunuri compozite non-bare-plastice și furtunuri compozite cu barieră pentru toate placurile. Furtunurile compozite care nu sunt din plastice sunt utilizate în general pentru ambalarea cosmeticelor de la nivel scăzut, care consumă rapid; Furtunurile compozite cu barieră din plastic sunt utilizate de obicei pentru ambalajele cosmetice de la mijlocul până la nivel scăzut, datorită cusăturilor laterale în fabricarea conductelor. Stratul de barieră poate fi EVOH, PVDC sau acoperiri de oxid. Materiale compozite cu mai multe straturi, cum ar fi PET. Structura tipică a furtunului compozit de barieră din plastic este PE/PE/EVOH/PE/PE.
C. furtun co-extrudat din plastic
Tehnologia de co-extrudare este utilizată pentru a co-extinde materiile prime cu proprietăți și tipuri diferite și pentru a le forma într-o singură dată. Furtunurile co-extrudate din plastic sunt împărțite în furtunuri extrudate cu un singur strat și furtunuri co-extrudate cu mai multe straturi. Prima este utilizată în principal pentru produse cosmetice care consumă rapid (cum ar fi crema de mână etc.) care au cerințe ridicate privind aspectul, dar cerințe de performanță reale scăzute. Ambalaj, acesta din urmă este utilizat în principal pentru ambalarea cosmeticelor de înaltă calitate.
2. Tratamentul de suprafață
Furtunul poate fi transformat în tuburi colorate, tuburi transparente, tuburi înghețate colorate sau transparente, tuburi perlate (perle, perle argintiu împrăștiate, perle de aur împrăștiate) și poate fi împărțit în UV, mat sau luminos. Matte arată elegant, dar este ușor de murdărit, iar diferența dintre tub și imprimarea în zona mare pe corpul tubului poate fi judecată din incizia de la coadă. Tubul cu o incizie albă este un tub de imprimare cu suprafață mare. Cerneala folosită trebuie să fie ridicată, altfel va cădea cu ușurință și va crăpa și va dezvălui semne albe după ce a fost pliat.

3. Imprimare grafică
Metodele utilizate frecvent pe suprafața furtunurilor includ imprimarea cu ecran de mătase (folosind culori spot, mici și puține blocuri de culori, la fel casticlă de plasticTipărirea, care necesită înregistrare a culorilor, utilizată în mod obișnuit în produsele de linie profesională) și imprimarea compensată (similară cu imprimarea pe hârtie, cu blocuri mari de culori și multe culori). , utilizat în mod obișnuit în produsele de linie chimică zilnică), precum și ștampilarea la cald și ștampilarea fierbinte argintiu. Imprimarea offset (compensare) este de obicei utilizată pentru procesarea furtunului. Majoritatea cernelurilor utilizate sunt uscate în UV. De obicei, necesită ca cerneala să aibă o aderență puternică și rezistență la decolorare. Culoarea de imprimare ar trebui să se afle în intervalul de nuanță specificat, poziția de supraprimare ar trebui să fie exactă, abaterea ar trebui să se situeze în 0,2 mm, iar fontul ar trebui să fie complet și clar.
Partea principală a furtunului de plastic include umărul, tubul (corpul tubului) și coada tubului. Partea tubului este adesea decorată prin imprimare directă sau etichete autoadezive pentru a transporta informații despre text sau model și pentru a îmbunătăți valoarea ambalajului produsului. Decorarea furtunurilor se realizează în prezent în principal prin imprimare directă și etichete autoadezive. Imprimarea directă include imprimarea pe ecran și imprimarea compensării. În comparație cu imprimarea directă, avantajele etichetelor autoadezive includ: diversitatea și stabilitatea imprimării: procesul de realizare a furtunurilor tradiționale extrudate mai întâi și apoi imprimarea folosește de obicei imprimarea și imprimarea pe ecran, în timp ce imprimarea autoadezivă poate utiliza litere preparate, imprimare flexografică, Imprimarea compensată, imprimarea pe ecran, ștampilarea la cald și alte procese de imprimare combinate diversificate, performanța dificilă a culorilor este mai stabilă și excelentă.
1. Corp de țeavă
A. Clasificare
Conform materialului: furtun compozit din aluminiu-plastic, furtunul din plastic, furtun plastic de hârtie, conductă placală din aluminiu, etc.
Conform grosimii: țeavă cu un singur strat, conductă cu două straturi, conductă compozită cu cinci straturi etc.
Conform formei tubului: furtun rotund, tub oval, furtun plat, etc.
Conform aplicației: tub de curățare facială, tub cu cutie BB, tub de cremă de mână, tub de îndepărtare a mâinilor, tub de protecție solară, tub de pastă de dinți, tub de balsam, tub de vopsea de păr, tub de mască facială etc.
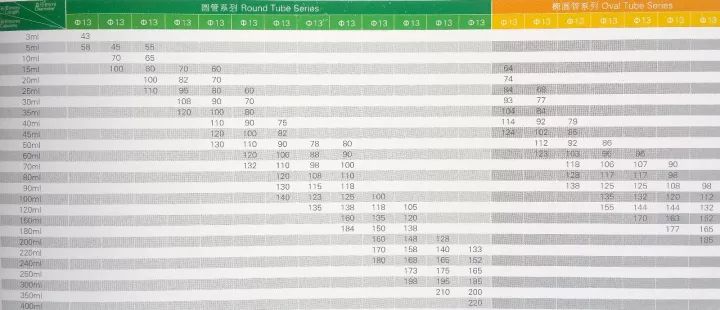
Diametrul conductei convenționale: φ13, φ16, φ19, φ22, φ25, φ28, φ30, φ33, φ35, φ38, φ40, φ45, φ50, φ55, φ60
Capacitate regulată:
3G, 5G, 8G, 10G, 15G, 20G, 25G, 30G, 35G, 40G, 45G, 50G, 60G, 80G, 100G, 110G, 120G, 130G, 150G, 180G, 200G, 250G, 250G
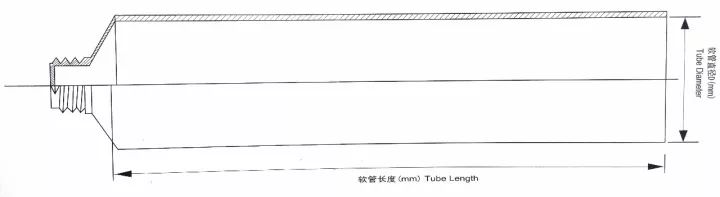
B. Mărimea furtunului și referința volumului
În timpul procesului de producție a furtunurilor, acestea vor fi expuse proceselor de „încălzire” de multe ori, cum ar fi desenarea conductelor, îmbinarea, geamurile, imprimarea compensată și uscarea imprimării pe ecran. După aceste procese, dimensiunea produsului va fi ajustată într -o anumită măsură. Contracția și „rata de contracție” nu vor fi aceleași, deci este normal ca diametrul conductei și lungimea conductei să fie într -un interval.
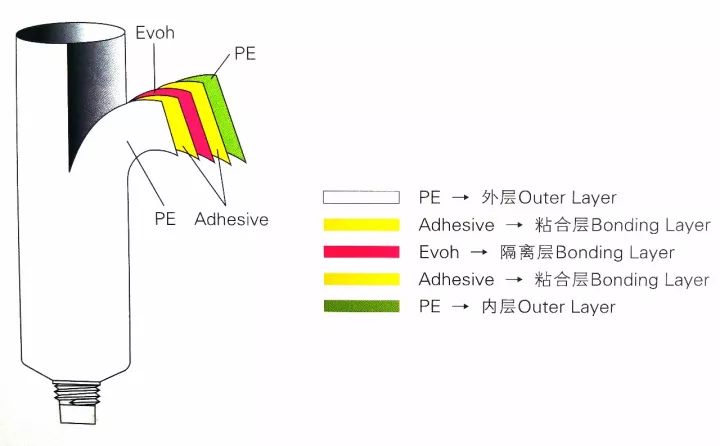
C. Cazul: Schema de Schemă a structurii furtunului compozit din plastic cu cinci straturi
2. Coada tubului
Unele produse trebuie completate înainte de sigilare. Sigilarea poate fi împărțită în: etanșare dreaptă, etanșare cu două ani, sigilare în formă de umbrelă și etanșare în formă specială. Când sigilați, puteți cere să imprimați informațiile necesare la locul de etanșare. Cod de dată.

3. Echipament de susținere
A. Pachete obișnuite
Capacele furtunului au diferite forme, împărțite în general în capace cu șuruburi (un singur strat și dublu strat, capacele exterioare cu două straturi sunt în mare parte capace electroplate pentru a crește calitatea produsului și a arăta mai frumos, iar liniile profesionale folosesc în mare parte capace cu șuruburi), plat plat Caps, capac rotund, capac de duză, capac flip-up, capac super plat, capac cu două straturi, capac sferic, capac de ruj, capac din plastic pot fi, de asemenea, procesate într-o varietate de procese, fierbinte Marginea de ștampilare, marginea de argint, capac colorat, transparent, spray de ulei, electroplare etc., capacele de vârf și capacele de ruj sunt de obicei echipate cu dopuri interioare. Acoperirea furtunului este un produs turnat prin injecție, iar furtunul este un tub desenat. Majoritatea producătorilor de furtunuri nu produc singuri acoperiri cu furtun.

B. Echipamente multifuncționale de susținere
Odată cu diversificarea nevoilor utilizatorilor, integrarea eficientă a conținutului și a structurii funcționale, cum ar fi capetele de masaj, bile, role etc., a devenit, de asemenea, o nouă cerere pe piață.

Aplicații cosmetice
Furtunul are caracteristicile greutății ușoare, ușor de transportat, puternic și durabil, reciclabil, ușor de stoars, performanță bună de procesare și adaptabilitate de imprimare. Este favorizat de mulți producători de produse cosmetice și este utilizat pe scară largă în produsele de curățare (spălarea feței etc.) și produsele de îngrijire a pielii. În ambalajul de produse cosmetice (diverse creme pentru ochi, hidratante, creme nutritive, creme, protecție solară etc.) și produse de îngrijire a frumuseții și părului (șampon, balsam, ruj etc.).
Puncte cheie de achiziție
1. Revizuirea desenelor de proiectare a furtunului

Pentru persoanele care nu sunt familiarizate cu furtunurile, proiectarea lucrărilor de artă pe cont propriu poate fi o problemă înfiorătoare, iar dacă faceți o greșeală, totul va fi distrus. Furnizorii de înaltă calitate vor proiecta desene relativ simple pentru cei care nu sunt familiarizați cu furtunurile. După ce sunt determinate diametrul conductei și lungimea conductei, acestea vor oferi apoi o diagramă a zonei de proiectare. Trebuie doar să plasați conținutul de proiectare în zona diagramei și să îl centrați. Asta este. Furnizorii de înaltă calitate vor inspecta și sfătuiți, de asemenea, procesele dvs. de proiectare și producție. De exemplu, dacă poziția ochiului electric este greșită, ei vă vor spune; Dacă culoarea nu este rezonabilă, vă vor aminti; Dacă specificațiile nu îndeplinesc designul, acestea vă vor aminti în mod repetat să schimbați opera de artă; Și dacă direcția codului de bare și lizibilitatea sunt calificate, separarea culorilor și furnizorii de înaltă calitate vă vor verifica unul câte unul, dacă există mici erori, cum ar fi dacă procesul poate produce un furtun sau chiar dacă desenul nu este răsucit.
2. Selectarea materialelor de conductă:
Materialele utilizate trebuie să îndeplinească standardele de sănătate relevante, iar substanțele dăunătoare, cum ar fi metalele grele și agenții fluorescenți ar trebui controlate în limite specificate. De exemplu, polietilena (PE) și polipropilena (PP) utilizată în furtunurile exportate în Statele Unite trebuie să îndeplinească standardul de administrare a alimentelor și drogurilor din SUA (FDA) 21CFR117.1520.
3. Înțelegeți metodele de umplere
Există două metode de umplere a furtunului: umplerea cozii și umplerea gurii. Dacă este umplutură de țeavă, ar trebui să acordați atenție atunci când achiziționați furtunul. Trebuie să luați în considerare dacă „dimensiunea gurii conductei și dimensiunea duzei de umplere” se potrivesc și dacă poate fi extinsă flexibil în țeavă. Dacă se umple la capătul tubului, atunci trebuie să aranjați furtunul și, în același timp, luați în considerare direcția capului și a cozii a produsului, astfel încât să faceți convenabil și rapid să intrați în tub în timpul umplerii. În al doilea rând, trebuie să știți dacă conținutul în timpul umplerii este „umplutură la cald” sau la temperatura camerei. În plus, procesul acestui produs este adesea legat de proiectare. Doar prin înțelegerea naturii umplerii producției în avans, putem evita problemele și să obținem o producție și o eficiență ridicată.
4. Selecția furtunului
Dacă conținutul ambalat de o companie chimică zilnică sunt produse care sunt deosebit de sensibile la oxigen (cum ar fi unele produse cosmetice de albire) sau au parfumuri foarte volatile (cum ar fi uleiuri esențiale sau unele uleiuri, acizi, săruri și alte substanțe chimice corozive), apoi cinci- Trebuie utilizată conducta co-extrudată de strat. Deoarece rata de transmitere a oxigenului a conductei co-extrudate cu cinci straturi (polietilenă/rășină de legătură/EVOH/rășină de legătură/polietilenă) este de 0,2-1,2 unități, în timp ce rata de transmitere a oxigenului a conductei obișnuite de polietilen cu un singur strat este de 150-300 de unități. Într-o anumită perioadă de timp, rata de pierdere în greutate a tuburilor co-extrudate care conțin etanol este de zeci de ori mai mică decât cea a tuburilor cu un singur strat. În plus, EVOH este un copolimer cu alcool etilen-vinil, cu proprietăți de barieră excelente și retenție de parfum (grosimea este optimă atunci când este de 15-20 microni).
5. Descrierea prețului
Există o diferență mare de preț între calitatea furtunului și producător. Taxa de confecționare a plăcilor este de obicei de 200 de yuani până la 300 de yuani. Corpul tubului poate fi tipărit cu imprimare multicolor și ecran de mătase. Unii producători au echipamente și tehnologie de imprimare a transferului termic. Ștampilarea la cald și ștampilarea la argint fierbinte sunt calculate pe baza prețului unitar pe suprafață. Imprimarea cu ecran de mătase are un efect mai bun, dar este mai scump și există mai puțini producători. Diferiți producători ar trebui să fie selectați în funcție de diferite niveluri de nevoi.
6. Ciclul de producție a furtunurilor
În general, timpul ciclului este de 15 până la 20 de zile (din momentul confirmării tubului de probă). Cantitatea de comandă a unui singur produs este de 5.000 la 10.000. Producătorii la scară largă stabilesc de obicei o cantitate minimă de comandă de 10.000. Foarte puțini producători mici au un număr mare de soiuri. Cantitatea minimă de comandă de 3.000 pe produs este de asemenea acceptabilă. Foarte puțini clienți deschid mucegaiuri singure. Majoritatea sunt matrițe publice (câteva capace speciale sunt mucegaiuri private). Cantitatea comenzii contractuale și cantitatea reală de ofertă sunt ± 10 în această industrie. % abatere.
Spectacol de produse


Timpul post: 30-2024 aprilie