
Введение: В последние годы поля приложения упаковки шланга постепенно расширились. Промышленные принадлежности выбирают шланги, такие как смазочное масло, стеклянный клей, клей и т. Д.; Пища выбирает шланги, такие как горчица, соус чили и т. Д.; Фармацевтические мази выбирают шланги, а упаковка зубной пасты трубки также постоянно модернизируется. Все больше и больше продуктов в разных областях упакованы в «трубки». В косметической индустрии шланги просты в сжимании и использовании, свете и портативны, имеют настраиваемые спецификации и настроены для печати. Они используются в косметике, ежедневные предметы первой необходимости, такие продукты, как чистящие средства, очень любят использование косметическойУпаковка трубки.
Определение продукта
Шланг - это своего рода упаковочный контейнер, основанный на пластике PE, алюминиевой фольге, пластиковой пленке и других материалах. Он превращается в листы с использованием коэкстразии и процессов составления, а затем обрабатывается в трубчатую форму специальной трубной машиной. Шланг легкий вес и прост в использовании. Он предпочитается многими производителями косметики из -за его характеристик, таких как портативность, долговечность, переработка, легкая сжимания, производительность обработки и адаптивность печати.
Процесс производства
1. Процесс формования
Алюминиевый пластический композитный шланг

Алюминиевая пластиковая композитный шланг представляет собой упаковочный контейнер из алюминиевой фольги и пластиковой пленки посредством процесса коэкстразии, а затем обрабатывается в трубчатую форму специальной трубной машиной. Его типичная структура - PE/PE +EAA/AL/PE +EAA/PE. Алюминиевые пластиковые композитные шланги в основном используются для упаковки косметики, требующей высокой гигиены и барьеров. Барьерный слой, как правило, представляет собой алюминиевую фольгу, и его свойства барьеры зависят от границы алюминиевой фольги. При непрерывном улучшении технологии толщина слоя алюминиевой фольги в алюминиевых пластиковых композитных шлангах была уменьшена с традиционных 40 мкм до 12 мкм или даже 9 мкм, что значительно экономит ресурсы.
B. Полный пластиковый композитный шланг

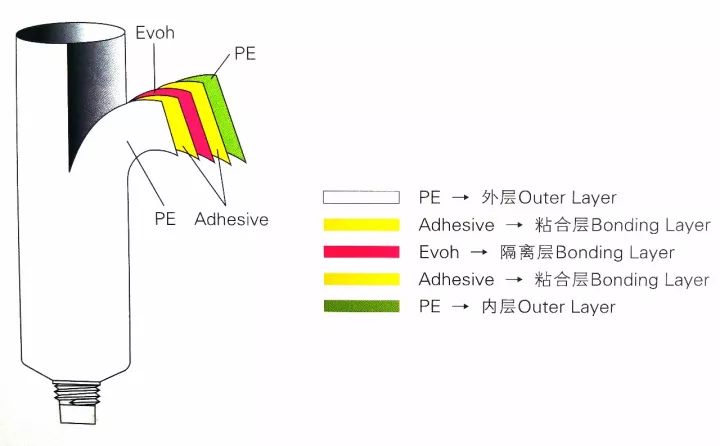
Все пластиковые компоненты делятся на два типа: все пластиковые композитные шланги, не являющиеся пластиками, и все пластиковые барьерные композитные шланги. Все пластиковые композитные шланги, не являющиеся барьерами, обычно используются для упаковки низкоклассной, быстро потребляющейся косметики; Все пластиковые барьерные композитные шланги обычно используются для косметической упаковки средней до низкой и низкой стоимости из-за боковых швов при изготовлении труб. Барьерный слой может быть EvoH, PVDC или оксидные покрытия. Многослойные композитные материалы, такие как ПЭТ. Типичной структурой составного шланга с пластическим барьером является PE/PE/EVOH/PE/PE.
C. Пластиковый коэкструдированный шланг
Технология коэкстразии используется для совместной эксплуации сырья с различными свойствами и типами вместе и сформировать их за один раз. Пластиковые коэкструдированные шланги делятся на однослойные экструдированные шланги и многослойные коэкструдированные шланги. Первый в основном используется для быстро потребляющейся косметики (например, крем для рук и т. Д.), Которые имеют высокие требования к внешнему виду, но низкие фактические требования к производительности. Упаковка, последняя используется в основном для упаковки высококлассной косметики.
2. Обработка поверхности
Шланг может быть изготовлен в цветные пробирки, прозрачные трубки, цветные или прозрачные матовые трубки, перламудные трубки (перламудное, рассеянное серебряное перламудное перламудное, рассеянное золото), и можно разделить на ультрафиолетовое, матовое или яркое. Матовый выглядит элегантно, но легко испачкаться, и окрасить разницу между трубкой и печати большую область на теле труба, можно оценить по разрезу на хвосте. Трубка с белым разрезом представляет собой печатную трубку большой области. Используемые чернила должны быть высокими, иначе они легко упадут и будут трещины и обнаруживают белые следы после сложенности.

3. Графическая печать
Обычно используемые методы на поверхности шлангов включают печать шелковой традиции (используя точечные цвета, небольшие и несколько цветных блоков, так же, как ипластиковая бутылкаПечать, требующая регистрации цвета, обычно используемых в продуктах профессиональной линии) и офсетной печать (аналогично бумажной печати, с большими цветными блоками и многими цветами). обычно используются в ежедневных продуктах химической линии), а также горячей штампочки и серебряной штамповки. Офсетная печать (смещение) обычно используется для обработки шлангов. Большинство используемых чернилов высушены в ультрафиолетовом излучке. Обычно требует, чтобы чернила имели сильную адгезию и сопротивление обесцвечиванию. Цвет печати должен находиться в пределах указанного диапазона оттенков, положение перепечатки должно быть точным, отклонение должно быть в пределах 0,2 мм, а шрифт должен быть полным и чистым.
Основная часть пластикового шланга включает в себя плечо, трубку (корпус трубки) и хвост трубки. Часть трубки часто украшена с помощью прямой печати или самоклеящихся меток для передачи текста или информации о рисунке и повышения значения упаковки продукта. Украшение шлангов в настоящее время достигается в основном посредством прямой печати и самоклеящихся этикетков. Прямая печать включает в себя печатную печать и офсетную печать. По сравнению с прямой печатью преимущества самоклеящихся меток включают в себя: разнообразие печати и стабильность: процесс изготовления традиционных экструдированных шлангов сначала, а затем печать обычно использует смещенную печать и печать в сфере, в то время как самоклеящая печать может использовать буквы, гибкую печать, печать, Офсетная печать, трафаретная печать, горячая штамповка и другие диверсифицированные комбинированные процессы печати, сложная производительность цвета является более стабильной и превосходной.
1. Трудочное тело
А. Классификация
Согласно материалу: алюминиевый пластический композитный шланг, все пластичный шланг, бумажный пластиковый шланг, алюминиевая труба с высоким уровнем глянки и т. Д.
В соответствии с толщиной: однослойная труба, двойная труба, пятислойная композитная труба и т. Д.
Согласно форме трубки: круглый шланг, овальная трубка, плоский шланг и т. Д.
В соответствии с применением: очищающая пробирка для лица, коробка BB, трубка для крема для рук, трубка для снятия рук, солнцезащитная трубка, трубка зубной пасты, трубка для кондиционера, трубка для красителя для волос, трубка для маски для лица и т. Д.
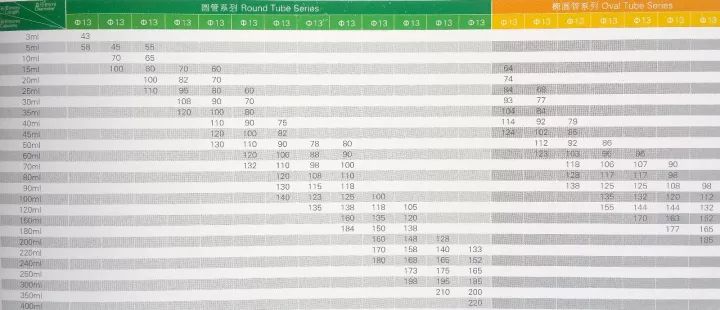
Обычный диаметр трубы: φ13, φ16, φ19, φ22, φ25, φ28, φ30, φ33, φ35, φ38, φ40, φ45, φ50, φ55, φ60
Регулярная емкость:
3G, 5G, 8G, 10G, 15G, 20G, 25G, 30G, 35G, 40G, 45G, 50G, 60G, 80G, 100G, 110G, 120G, 130G, 150G, 180G, 200G, 250G, 250G
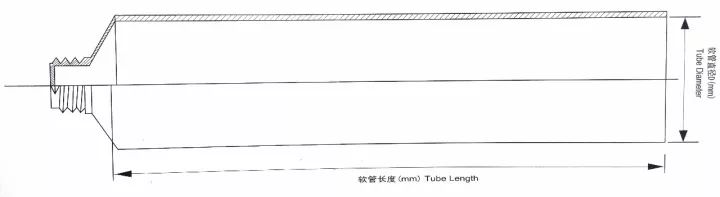
B. Размер шланга и справочник по объему
Во время производственного процесса шлангов они будут подвергаться воздействию «нагрева» процессов, таких как рисунок труб, соединение, остекление, смещение печати и сушка для печати. После этих процессов размер продукта будет скорректирован в определенной степени. Усадка и «скорость усадки» не будут одинаковыми, поэтому для диаметра трубы и длины трубы это нормально.
C. Случай: схематическая схема пятислойной пластиковой композитной структуры шланга
2. Труба хвоста
Некоторые продукты должны быть заполнены перед герметизацией. Запечатывание можно разделить на: прямое герметинг, уплотнение твила, герметичность в форме зонтиков и уплотнение специальной формы. При герметике вы можете попросить распечатать необходимую информацию в месте герметизации. Код даты.

3. Поддерживающее оборудование
А. Обычные пакеты
Шланговые крышки бывают разных форм, как правило, делится на винтовые крышки (однослойные и двойные слои, двухслойные внешние крышки-это в основном гальванированные крышки, чтобы повысить качество продукта и выглядеть красивее, а профессиональные линии в основном используют винтовые крышки), плоские крышки, круглая крышка головки, крышка сопла, переворачивающаяся крышка, супер плоская крышка, двухслойная крышка, сферическая крышка, крышка для помады, пластиковая крышка также можно обработать в различных процессах, горячая штамповка Край, серебряный край, цветная крышка, прозрачная, масляная спрея, гальванизация и т. Д., Крышки наконечника и крышки для помады обычно оснащены внутренними пробками. Шланговая крышка представляет собой инъекционную литущую продукцию, а шланг - это нарисованная трубка. Большинство производителей шлангов не производят сами шланга.

B. Многофункциональное вспомогательное оборудование
Благодаря диверсификации потребностей пользователей эффективная интеграция контента и функциональной структуры, такой как массажные головки, шарики, ролики и т. Д., Также стала новым спросом на рынке.

Косметические приложения
Шланг имеет характеристики легкого веса, простых в переносе, прочной и долговечной, пригодной для переработке, простых в сжатии, хорошей производительности обработки и адаптации печати. Он предпочитает многие производители косметики и широко используется в чистящих средствах (мытье лица и т. Д.) И средствах по уходу за кожей. В упаковке косметики (различные кремы для глаз, увлажняющие средства, питательные кремы, кремы, солнцезащитные кремы и т. Д.) И средства по уходу за красотой и волосами (шампунь, кондиционер, помада и т. Д.).
Ключевые моменты закупок
1. Обзор рисунков дизайна шлангов

Для людей, которые не знакомы с шлангами, проектирование произведений искусства самостоятельно может быть душераздирающей проблемой, и если вы совершите ошибку, все будет разрушено. Высококачественные поставщики будут разрабатывать относительно простые рисунки для тех, кто не знаком с шлангами. После определения диаметра трубы и длины трубы они предоставят диаграмму проектной площади. Вам нужно только разместить конструктивный контент в диаграмму и сосредоточить его. Вот и все. Высококачественные поставщики также будут проверять и консультировать ваши проектные и производственные процессы. Например, если положение электрического глаза неверно, они скажут вам; Если цвет не разумный, они напомнят вам; Если спецификации не соответствуют дизайну, они будут напоминать вам неоднократно, чтобы изменить произведение искусства; И если направление и читаемость штрих-кода квалифицированы, разделение цвета и высококачественные поставщики проверят вас один за другим, есть ли небольшие ошибки, такие как, может ли процесс создавать шланг или даже если рисунок не скручен.
2. Выбор материалов труб:
Используемые материалы должны соответствовать соответствующим стандартам здравоохранения, а вредные вещества, такие как тяжелые металлы и флуоресцентные агенты, должны контролироваться в определенных пределах. Например, полиэтилен (PE) и полипропилен (PP), используемые в шлангах, экспортируемых в Соединенные Штаты, должны соответствовать стандарту Управления по контролю за продуктами и лекарствами США (FDA) 21CFR117.1520.
3. Понять методы заполнения
Существует два метода начинки для шланга: хвостовая начинка и наполнение рта. Если это наполнение труб, вы должны обратить внимание при покупке шланга. Вы должны рассмотреть вопрос о том, совпадают ли «размер рта трубы и размер наполнительного сопла» и может ли он быть гибким вытянутым в трубу. Если он заполняется в конце трубки, то вам нужно расположить шланг и в то же время рассмотреть направление головки и хвоста продукта, чтобы сделать его удобным и быстрым во время пробирки во время заполнения. Во -вторых, вам нужно знать, является ли содержимое во время заполнения «горячим наполнением» или при комнатной температуре. Кроме того, процесс этого продукта часто связан с дизайном. Только понимая природу заполнения производства заранее, мы можем избежать проблем и достичь высокой добычи и эффективности.
4. Выбор шланга
Если содержимое, упакованное в ежедневную химическую компанию, представляют собой продукты, которые особенно чувствительны к кислороду (например, некоторую отбеливающую косметику) или имеют очень летучие ароматы (такие как эфирные масла или некоторые масла, кислоты, соли и другие коррозионные химические вещества), то пять- Слово, коэкструдированная труба должна использоваться. Поскольку скорость передачи кислорода в пятислойной коэкструдированной трубе (полиэтилен/связующая смола/эвох/связующая смола/полиэтилен) составляет 0,2-1,2 единицы, в то время как скорость передачи кислорода обычной однослойной трубы полиэтилена составляет 150-300 единиц. В течение определенного периода времени скорость потери веса в коэкструдированных трубках, содержащих этанол, на десятки раз ниже, чем у однослойных труб. Кроме того, EVOH представляет собой сополимер этилен-винилового спирта с превосходными барьерами и удержанием аромата (толщина оптимальная, когда она составляет 15-20 микрон).
5. Описание цены
Существует большая разница в цене между качеством шлангов и производителем. Плата за за уплату тарелки обычно составляет 200 юаней до 300 юаней. Корпус трубки можно напечатать с помощью разноцветной печати и шелкового экрана. Некоторые производители имеют оборудование для печати теплопровода и технологии. Горячая штамповка и серебряная горячая штамповка рассчитываются на основе цены за единицу за область. Шелковая трафаретная печать имеет лучшее влияние, но стоит дороже, а производители меньше. Различные производители должны быть выбраны в соответствии с различными уровнями потребностей.
6. Производительный цикл шланга
Как правило, время цикла составляет от 15 до 20 дней (с момента подтверждения пробирной трубки). Количество заказа одного продукта составляет от 5000 до 10000. Крупномасштабные производители обычно устанавливают минимальное количество заказа в 10 000 человек. Очень немногие мелкие производители имеют большое количество разновидностей. Минимальное количество заказа в 3000 на продукт также приемлемо. Очень немногие клиенты сами открывают плесени. Большинство из них - это общественные формы (несколько специальных крышек - это частные формы). Количество контракта и фактическое количество поставок составляет ± 10 в этой отрасли. % отклонения.
Шоу продукта


Пост времени: апрель-30-2024