
ලෝහ ද්රව්ය අතර,ඇලුමිනියම්ටියුබ් වලට ඉහළ ශක්තිය, ලස්සන පෙනුම, සැහැල්ලු බර, විෂ සහිත නොවන සහ ගන්ධ රහිත ලක්ෂණ ඇත. ඒවා බොහෝ විට ආලේපන හා companies ෂධ කර්මාන්තවල භාවිතා වේ. මුද්රණ ද්රව්යයක් ලෙස, ලෝහයේ හොඳ සැකසුම් රේඛා සහ විවිධ මෝස්තර මෝස්තර තිබේ. මුද්රණ ආචරණය එහි භාවිතයේ වටිනාකම සහ කලාත්මකත්වයේ එකමුතුවට හිතකර වේ.
ලෝහ මුද්රණය
ලෝහ තහඩු, ලෝහ බහාලුම් (අච්චු සහිත නිෂ්පාදන) වැනි දෘඩ ද්රව්ය මත මුද්රණය කිරීම, සහ ලෝහ දසුන. ලෝහ මුද්රණය බොහෝ විට අවසාන නිෂ්පාදනය නොව, විවිධ බහාලුම්, ආවරණ, ගොඩනැගිලි ද්රව්ය ආදිය බවට පත් කළ යුතුය.
01fatures
①දීප්තිමත් වර්ණ, පොහොසත් ස්ථර සහ හොඳ දෘශ්ය ප්රයෝග.
②මුද්රණ ද්රව්යවල මෝස්තර නිර්මාණයේ හොඳ ක්රියාවලියක් හා විවිධත්වයක් ඇත. (එය නවකතාව සහ අද්විතීය මෝස්තර සැලසුම්, විවිධ විශේෂ හැඩැති සිලින්ඩර, කෑන්, පෙට්ටි සහ වෙනත් ඇසුරුම් බහාලුම් නිෂ්පාදනය කිරීම, නිෂ්පාදන අලංකාර කිරීම සහ නිෂ්පාදන තරඟකාරිත්වය වැඩි දියුණු කිරීම නවකතාව සහ අද්විතීය මෝස්තර මෝස්තර අවබෝධ කර ගත හැකිය)
③නිෂ්පාදනයේ භාවිතයේ වටිනාකම සහ කලාත්මක බව වටහා ගැනීමට එය හිතකර ය. .
ක්රම තේරීම 02 දක්වා
උපස්ථරයේ හැඩය මත පදනම්ව, ඔවුන්ගෙන් බොහෝ දෙනෙක් ඕෆ්සෙට් මුද්රණය භාවිතා කරන්නේ ඉන්ෆෝට් රබර් රෝලරය තුළ තීන්ත ආශ්රය කිරීම සම්පූර්ණ කිරීම සඳහා දෘශ්ය උපස්ථරය සම්බන්ධ කර ගැනීම සඳහා ය.
①පැතලි පත්රය (ටින් ප්ලේට් තුන්-කෑල්ලක් කෑන්) ------ ඕෆ්සෙට් මුද්රණය
②අච්චු නිෂ්පාදන (ඇලුමිනියම් දෙකක මුද්දර කෑන්) ----- අක්ෂර මුද්රණ මුද්රණය (වියළි ඕෆ්සෙට් මුද්රණය)
පූර්වාරක්ෂා
පළමුව: ලෝහ ද්රව්ය මුද්රණය කිරීම සඳහා, දෘඩ ලෝහ මුද්රණ තහඩුව සහ දෘශ්ය උපස්ථරය භාවිතා කළ නොහැකි අතර දෘශ්යාබාධිත මුද්රණය බොහෝ විට භාවිතා වේ.
දෙවනුව: එය ප්රධාන වශයෙන් මුද්රණය කරනු ලබන්නේ ලිතොග්රැෆික් ඕෆ්සෙට් මුද්රණය සහ අක්ෂර වින්යාසයෙනි.
2. මුද්රණ ද්රව්ය
ලෝහ තහඩු, ලෝහ බහාලුම් (අච්චු සහිත නිෂ්පාදන) වැනි දෘඩ ද්රව්ය මත මුද්රණය කිරීම, සහ ලෝහ දසුන. ලෝහ මුද්රණය බොහෝ විට අවසාන නිෂ්පාදනය නොව, විවිධ බහාලුම්, ආවරණ, ගොඩනැගිලි ද්රව්ය ආදිය බවට පත් කළ යුතුය.
01 ටින්පෝට්
(ටින් ආලේපිත වානේ තහඩුව)
ලෝහ මුද්රණය සඳහා ප්රධාන මුද්රණ ද්රව්ය තුනී වානේ තහඩු උපස්ථරයක් මත ටින් ආලේප කර ඇත. Thickness ණකම සාමාන්යයෙන් 0.1-0.4mm වේ.
①ටින්වට්ලේ හරස්කඩ දර්ශනය:
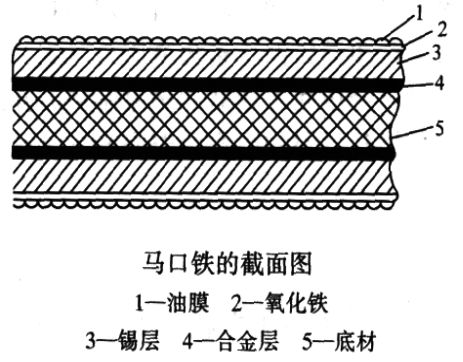
තෙල් චිත්රපටයේ ක්රියාකාරිත්වය නම්, ගොඩගැසීම, බන්ධනාගාරාව බන්ධනය කිරීම හෝ යකඩ තහඩු ප්රවාහනය කිරීමේදී ඇති වූ මතුපිට සීරීම් වැළැක්වීමයි.
Tin විවිධ ටින් තහඩු ක්රියාවලීන් අනුව, එය බෙදා හරිනු ලැබේ: උණුසුම් ඩිප් ආලේපිත ටින්ට් ටයිප් කිරීම; විද්යුත් විච්ඡේදනය වූ ටින්ප්ලේට්
02wuxi තුනී වානේ තහඩුව
ටින් කිසිසේත් භාවිතා නොකරන වානේ තහඩුවක්. ආරක්ෂිත ස්ථරය අතිශයින් තුනී ලෝහ ක්රෝමියම් සහ ක්රෝමියම් හයිඩ්රොක්සයිඩ් වලින් සමන්විත වේ:
①tfs හරස්කඩ දර්ශනය
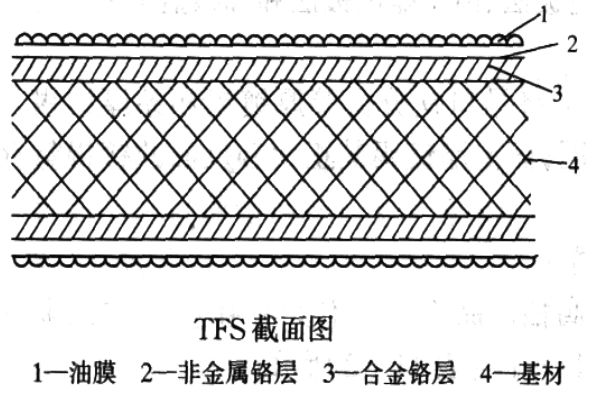
ලෝහමය ක්රෝමියම් ස්ථරය මඟින් විඛාදන ප්රතිරෝධය වැඩි දියුණු කළ හැකි අතර, ක්රෝමියම් හයිඩ්රොක්සයිඩ් මලකඩ වැළැක්වීම සඳහා ක්රෝමියම් හයිඩ්රොක්සයිඩ් කුහුඹුවන්ගේ ස්ථරයේ කුහුඹුවන් සවි කරයි.
② සටහන්:
පළමුව: ටීඑෆ්එස් වානේ තහඩුවේ මතුපිට ග්ලොස් දුප්පත් ය. කෙලින්ම මුද්රණය කළහොත්, රටාවේ පැහැදිලිකම දුප්පත් වනු ඇත.
දෙවනුව: හොඳ තීන්ත මැලියම් සහ විඛාදන ප්රතිරෝධය ලබා ගැනීම සඳහා වානේ තහඩුවේ මතුපිට ආවරණය කිරීම සඳහා තීන්ත ආලේප කරන්න.
03zinc යකඩ තහඩුව
සීතල රෝල් කරන ලද වානේ තහඩුව සින්ක් යකඩ තහඩුවක් සෑදීම සඳහා උණු කළ සින්ක් සමඟ ආලේප කර ඇත. සිසිල් තීන්ත සමග සින්ක් යකඩ තහඩුව ආලේප කිරීම වර්ණ සහිත සින්ක් තහඩුවක් බවට පත්වන අතර එය අලංකාර පැනල සඳහා භාවිතා කරයි.
04 වියුමිනියම් පත්රය (ඇලුමිනියම් ද්රව්ය)
Acclassization
ඇලුමිනියම් තහඩු වල විශිෂ්ට ගුණාංග ඇත. ඒ අතරම, ඇලුමිනියම් තහඩුවේ මතුපිට පරාවර්තනය ඉහළ මට්ටමක පවතී, මුද්රණය කිරීමේ හැකියාව යහපත් වන අතර හොඳ මුද්රණ බලපෑම් ලබා ගත හැකිය. එබැවින්, ලෝහ මුද්රණයේදී, ඇලුමිනියම් තහඩු බහුලව භාවිතා වේ.
විශේෂාංග:
ටින්ට්වට්වට් සහ ටීඑෆ්එස් වානේ තහඩු සමඟ සසඳන විට, බර 1/3 සැහැල්ලු ය;
යකඩ තහඩු මෙන් වර්ණ ගැන්වීමෙන් පසු ඔක්සයිඩ නිපදවන්නේ නැත;
ලෝහ අයන වර්ෂාපතනය හේතුවෙන් ලෝහමය ගන්ධයක් නිපදවනු නොලැබේ.
මතුපිට ප්රතිකාර පහසු වන අතර වර්ණ ගැන්වීමෙන් පසු දීප්තිමත් වර්ණ බලපෑම් ලබා ගත හැකිය;
එයට හොඳ තාප හුවමාරු ක්රියාකාරිත්වය සහ සැහැල්ලු පරාවර්තන කාර්ය සාධනය ඇති අතර ආලෝකයට හෝ ගෑස් වලට එරෙහිව හොඳ ආවරණ හැකියාව ඇත.
③ සටහන්
ඇලුමිනියම් තහඩු සිසිල් කිරීම නැවත නැවත කිරීමෙන් පසු, ද්රව්යය හානි කරන තරමට අස්ථාවර තහඩු විකාරය හා ස්වභාවයක් ලබා ගත යුතුය.
ආලේපනය හෝ මුද්රණය කරන විට, ඉහළ යන උෂ්ණත්වය හේතුවෙන් මෘදු කිරීම සිදුවනු ඇත. භාවිතයේ අරමුණට අනුව ඇලුමිනියම් තහඩු ද්රව්ය තෝරා ගත යුතුය.
3. යකඩ මුද්රණ තීන්ත (තීන්ත)
ලෝහ උපස්ථරයේ මතුපිට සුමට, අමාරු සහ තීන්ත අවශෝෂණය කර ඇති අතර, ඉක්මණින් වියළීමේ මුද්රණ තීන්ත භාවිතා කළ යුතුය. ඇසුරුම්කරණයේ විශේෂ අවශ්යතා රාශියක් ඇති අතර ලෝහ බහාලුම් සඳහා පෙර මුද්රණ හා පශ්චාත් මුද්රණ ආලේපන සැකසුම් ක්රියාවලියක් ඇත, ලෝහ බහාලුම් සඳහා බොහෝ මුද්රණ යන්ත්ර තිබේ.
01interior call
ලෝහයේ අභ්යන්තර බිත්තියේ ආලේප කරන ලද තීන්ත) අභ්යන්තර ආලේපනය ලෙස හැඳින්වේ.
කැපී පෙනෙන
ආහාර ආරක්ෂා කිරීම සඳහා අන්තර්ගතයන්ගෙන් ලෝහ හුදකලා වීම සහතික කිරීම;
ටින්වට්ලේ වර්ණයම ආවරණය කරන්න.
අන්තර්ගතය මගින් යකඩ පත්රය විඛාදනයට ලක් කරන්න.
②ාවේරුකීන්
තීන්ත අන්තර්ගතය සමඟ contact ජුව සම්බන්ධ වන බැවින් තීන්ත විෂ නොවන හා ගන්ධ රහිත විය යුතුය. එය අභ්යන්තර ආලේපනයෙන් පසු වියළනයක වියළා ගත යුතුය.
③tepe
පළතුරු වර්ගයේ තීන්ත
ප්රධාන වශයෙන් තෙල් සහිත දුම්මල වර්ගය සම්බන්ධක ද්රව්ය.
ඉරිඟු සහ ධාන්ය මත පදනම් වූ ආලේපන
ප්රධාන වශයෙන් ඔලෙසින් වර්ගයේ බින්ඩර්, සින්ක් ඔක්සයිඩ් කුඩා අංශු කිහිපයක් සමඟ එකතු කරන ලදි.
මස් වර්ග ආලේපනය
විඛාදනය වීම, ෆෙනොලික් ෙරසින් සහ එපොක්සි දුම්මල වර්ගය සම්බන්ධ කිරීමේ ද්රව්ය ප්රධාන වශයෙන් භාවිතා කරන අතර, සල්ෆර් දූෂණය වැළැක්වීම සඳහා සමහර ඇලුමිනියම් වර්ණක බොහෝ විට එකතු කරනු ලැබේ.
සාමාන්ය තීන්ත
ප්රධාන වශයෙන් ඔලෙසින් වර්ගයේ බින්ඩර්, සමහර ෆෙනොකික් දුම්මල සමඟ.
02 එක්කර් ආලේපනය
ලෝහ ඇසුරුම් බහාලුම්වල පිටත තට්ටුව මුද්රණය කිරීම සඳහා භාවිතා කරන තීන්ත) බාහිර ආලේපනය වන අතර එය පෙනුම හා කල්පැවැත්ම වැඩි කිරීමට භාවිතා කරයි.
Pory ප්රාථමික තීන්ත
සුදු තීන්ත සහ යකඩ පත්රය අතර හොඳ සම්බන්ධතාවයක් සහතික කිරීම සහ තීන්ත මැලියම් වැඩි දියුණු කිරීම සඳහා මුද්රණය කිරීමට පෙර ප්රයිමර් ලෙස භාවිතා කරයි.
තාක්ෂණික අවශ්යතා: ප්රාථමිකය ලෝහ මතුපිට හා තීන්ත, හොඳ දුඹුරු, සැහැල්ලු වර්ණය, හොඳ ජල ප්රතිරෝධය සහ 10 μm පමණ දුරින් ආලේපන thickness ණකම සමඟ ප්රාථමිකයට හොඳ සම්බන්ධතාවයක් තිබිය යුතුය.
② වයිට් තීන්ත - සුදු පදනම සෑදීමට භාවිතා කරයි
සම්පූර්ණ පිටු ග්රැෆික්ස් සහ පෙළ මුද්රණය කිරීම සඳහා පසුබිම් වර්ණයක් ලෙස භාවිතා කරයි. ආලේපනයට හොඳ මැලියම් හා සුදු පැහැයක් තිබිය යුතු අතර, ඉහළ උෂ්ණත්ව පිළිස්සීමක් යට කහ හෝ මැකී නොයාමතල සෑදීමේ ක්රියාවලිය අතරතුර පීල් හෝ පීල් නොකළ යුතුය.
කාර්යය වන්නේ වර්ණ තීන්ත වඩාත් විචිත්රවත් ලෙස මුද්රණය කිරීමයි. සාමාන්යයෙන් ආපණ දෙකක් හෝ තුනක් අපේක්ෂිත සුදු පැහැයක් ලබා ගැනීම සඳහා රෝලර් සමඟ යොදනු ලැබේ. ෙබ්කිං අතරතුර සුදු තීන්තවල කහ පැහැය වළක්වා ගැනීම සඳහා, සමහර වර්ණක ලෙස හැඳින්වෙන සමහර වර්ණක නම්, එකතු කළ හැකිය.
තීන්ත ආලේප
ලිතොග්රැෆික් මුද්රණ තීන්තවල ගුණාංගවලට අමතරව, අධික උෂ්ණත්ව ෙබ්කිං, ආහාර පිසීම සහ ද්රාවක ප්රතිරෝධයට වඩා හොඳ ප්රතිරෝධයක් ද ඇත. ඔවුන්ගෙන් වැඩි දෙනෙක් පාර යකඩ මුද්රණ තීන්තය. එහි රිනෝග්රොජිකල් ගුණ යනු මූලික වශයෙන් ලිතොග්රැෆික් තීන්තයට සමාන වන අතර එහි දුස්ස්රාවතාව 10 ~ 15 (ආලේපනය: අංක 4 කෝප්ප / 20)
4. ලෝහ හෝස් මුද්රණය
ලෝහ හෝස් යනු ලෝහ ද්රව්ය වලින් සාදන ලද සිලින්ඩරාකාර ඇසුරුම් බහාලුමකි. දන්තාලේප, සපත්තු පොලිෂ් සහ වෛද්ය විලවුන් සඳහා විශේෂ බහාලුම් වැනි පේස්ට් වැනි අයිතම ඇසුරුම් කිරීම සඳහා එය ප්රධාන වශයෙන් භාවිතා වේ. ලෝහ හෝස් මුද්රණය යනු වක්ර මතුපිට මුද්රණයකි. මුද්රණ තහඩුව තඹ තහඩුවක් සහ අකුරු පුවරුව ඕෆ්සෙට් මුද්රණ ක්රියාවලියක් භාවිතා කරමින් තඹ තහඩුවක් සහ ඡායාරූප පද්ධති ෙරසන් තහඩුවක් වේ: ලෝහ සො oses නළ ප්රධාන වශයෙන් ඇලුමිනියම් නල වලට යොමු වේ. අඛණ්ඩ ස්වයංක්රීය නිෂ්පාදන පෙළක් මත ඇලුමිනියම් නල නිෂ්පාදනය හා මුද්රණය කිරීම සම්පූර්ණ කරනු ලැබේ. උණුසුම් මුද්දර දැමීම හා ඇනීමකින් පසුව ඇලුමිනියම් බිල්ට් මුද්රණ ක්රියාවලියට ඇතුළු වීමට පටන් ගනී.
01fatures
පේස්ට් යම් දුකයක් ඇති බව පේස්ට්වත්තාවයක් ඇති අතර, පිළිපැදීමට හා විරූපණය කිරීම පහසු වන අතර ලෝහ සො oses නළ සමඟ ඇසුරුම් කිරීමට පහසුය. එහි ලක්ෂණ නම්: සම්පූර්ණයෙන්ම මුද්රා තබා, බාහිර ආලෝක ප්රභවයන්, වාතය, තෙතමනය ආදිය, හොඳ නැවුම් බව සහ රසය, ද්රව්ය පහසුවෙන් සැකසීම, ඉහළ කාර්යක්ෂමතාව පහසු, නිවැරදි හා අඩු වියදම් සහ ඉතා ජනප්රිය ය පාරිභෝගිකයින් අතර.
02proccessinging ක්රමය
පළමුව, ලෝහ ද්රව්ය හෝස් ශරීරයක් බවට පත් කර, පසුව මුද්රණ හා පශ්චාත් මුද්රණ සැකසුම් සිදු කරනු ලැබේ. ටියුබ් ෆ්ලෂ් කිරීම, අභ්යන්තර ආලේපනය, මුද්රණය කිරීම, මුද්රණය කිරීම සඳහා ප්රාථමිකය සම්පුර්ණයෙන්ම ස්වයංක්රීය නල නිෂ්පාදන මාර්ගයක් මත සම්පූර්ණ කරන ලදී.
03 ටයිප්
සො ose නළය සෑදීමේ ද්රව්යවලට අනුව, වර්ග තුනක් තිබේ:
①tin හෝස්
මිල ඉහළ මට්ටමක පවතින අතර එය කලාතුරකින් භාවිතා වේ. නිෂ්පාදනයේ ස්වභාවය නිසා භාවිතා කරන්නේ සමහර විශේෂ drugs ෂධ පමණි.
②lead හෝස්
ඊයම් යනු මිනිස් සිරුරට විෂ සහිත හා හානිකර ය. එය දැන් කලාතුරකින් භාවිතා වන අතර (තහනම් කර ඇත) භාවිතා කරනුයේ ෆ්ලෝරයිඩ් අඩංගු නිෂ්පාදනවල පමණි.
③ලුමාිනම් හෝස් (වඩාත් පුළුල් ලෙස භාවිතා කරන)
ඉහළ ශක්තිය, ලස්සන පෙනුම, සැහැල්ලු බර, විෂ නොවන, රස රහිත හා අඩු මිල. ආලේපන, ඉහළ මට්ටමේ දන්තාලේප, ce ෂධ, ආහාර, ගෘහස්ථ නිෂ්පාදන, වර්ණක ආදිය ඇසුරුම් කිරීම සඳහා එය බහුලව භාවිතා වේ.
කලාව 04 දක්වා
ක්රියාවලි ප්රවාහය: මුද්රණ පසුබිම් වර්ණය සහ වියළීම - ග්රැෆික්ස් සහ පෙළ මුද්රණය කිරීම සහ වියළීම.
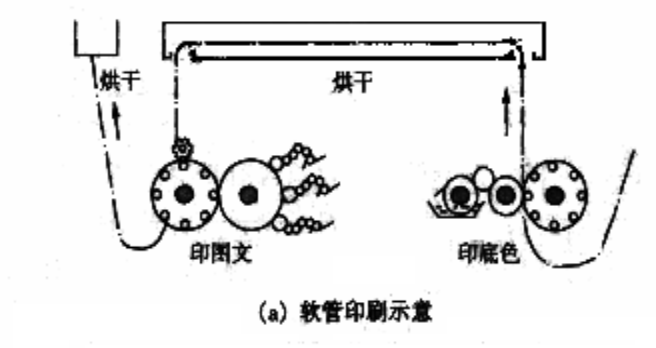
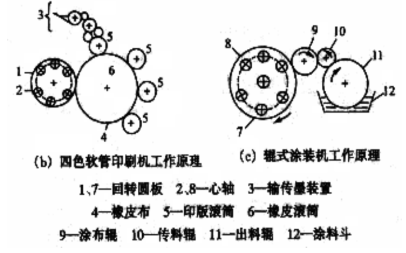
මුද්රණ කොටස චන්ද්රිකා ව්යුහයක් භාවිතා කරන අතර එය මූලික වර්ණය හා වියළන උපාංගයකින් සමන්විත වේ. මූලික වර්ණ මුද්රණ යාන්ත්රණය වෙනත් යාන්ත්රණයන්ගෙන් වෙන් කරනු ලබන අතර, අධෝරක්ත වියළන උපාංගයක් මැද ස්ථාපනය කර ඇත.
Iptrint පසුබිම් වර්ණය
පාදම වර්ණය මුද්රණය කිරීම සඳහා සුදු ප්රයිමර් භාවිතා කරන්න, ආලේපනය er නකමින් ඇති අතර මතුපිට පැතලි හා සිනිඳුයි. විශේෂ බලපෑම් සඳහා, පසුබිම් වර්ණය රෝස හෝ ලා නිල් වැනි විවිධ වර්ණවලට සකස් කළ හැකිය.
පසුබිම් වර්ණය
පිළිස්සීම සඳහා එය අධික උෂ්ණත්ව උල්පතකට දමන්න. වියළීමෙන් පසු හෝස් කහ පැහැයට හැරෙන්නේ නැති නමුත් මතුපිටින් පොඩි කලබලයක් තිබිය යුතුය.
පින්තූර සහ පෙළ මුද්රණය කිරීම
තීන්ත මාරු කිරීමේ උපකරණය තීන්ත සහන තහඩුවට මාරු කරන අතර එක් එක් මුද්රණ තහඩුවෙහි ග්රැෆික් සහ පෙළ තීන්ත බ්ලැන්කට්ටුවට මාරු කරනු ලැබේ. රබර් රෝලරය සො ose නළයේ පිටත බිත්තියේ ඇති ග්රැෆික් සහ පෙළ එකවර මුද්රණය කරයි.
හෝස් ග්රැෆික්ස් සහ පා text ය සාමාන්යයෙන් solid න වන අතර බහු වර්ණ අභිජනනයන් එකිනෙකා අතිච්ඡාදනය නොකරයි. රබර් රෝලරය බහු සො oses නළකරුවන් මුද්රණය කිරීම සම්පූර්ණ කිරීම සඳහා එක් වරක් භ්රමණය වේ. මෙම සො ose නළය භ්රමණය වන තැටියේ මැන්ඩල් මත තබා ඇති අතර තනිවම භ්රමණය නොවේ. එය රබර් රෝලරය සමඟ සම්බන්ධතා පැවැත්වීමෙන් පසු එය iction ර්ෂණය හරහා භ්රමණය වේ.
④rinting සහ වියළීම
මුද්රිත හෝස් එක උඳුනක වියළා ගත යුතු අතර තීන්තවල ප්රතිඔක්සිකාරක ගුණාංග අනුව වියළන උෂ්ණත්වය හා කාලය තෝරා ගත යුතුය.
පශ්චාත් කාලය: මැයි -15-2024