
Uvod: V zadnjih letih so se polja za embalažo cevi postopoma širila. Industrijske zaloge izberejo cevi, kot so mazalno olje, stekleno lepilo, tesnjenje lepila itd.; Hrana izbere cevi, kot so gorčica, čili omaka itd.; Farmacevtska mazila izberejo cevi, cev za zobno pasto pa se nenehno nadgrajuje. Vse več izdelkov na različnih poljih je pakiranih v "cevi". V kozmetični industriji so cevi enostavno stisniti in uporabljati, lahke in prenosne, prilagojene specifikacije in so prilagojene tiskanju. Uporabljajo se v kozmetiki, dnevnim potrebam, izdelki, kot so čistilni izdelkiembalaža cevi.
Opredelitev izdelka
Cev je nekakšna embalažna posoda, ki temelji na PE plastiki, aluminijasti foliji, plastičnem filmu in drugih materialih. Izdelana je v liste z uporabo koekstruzijskih in spojinskih procesov, nato pa ga v cevno obliko predela s posebnim strojem za izdelavo cevi. Cev je lahka in enostavna za uporabo. Številni proizvajalci kozmetike so naklonjeni zaradi njegovih značilnosti, kot so prenosljivost, trajnost, recikliranost, enostavno stiskanje, zmogljivost obdelave in prilagodljivost tiskanja.
Proces izdelave
1. postopek oblikovanja
、 Aluminijasta plastična kompozitna cev

Aluminijasta plastična kompozitna cev je embalaža iz aluminijaste folije in plastičnega filma s postopkom koekstruzije, nato pa v cevasto obliko predelamo s posebnim strojem za izdelavo cevi. Njegova značilna struktura je PE/PE +EAA/AL/PE +EAA/PE. Aluminijevo-plastične kompozitne cevi se uporabljajo predvsem za kozmetiko embalaže, ki zahtevajo visoko higieno in pregradne lastnosti. Pregradna plast je na splošno aluminijasta folija, njegove pregradne lastnosti pa so odvisne od stopnje luknje aluminijaste folije. Z nenehnim izboljševanjem tehnologije se je debelina aluminijaste folijske pregradne plasti v aluminijastih plastičnih kompozitnih cevi zmanjšala s tradicionalnih 40 μm na 12 μm ali celo 9 μm, kar močno prihrani vire.
B. Popolna plastična kompozitna cev

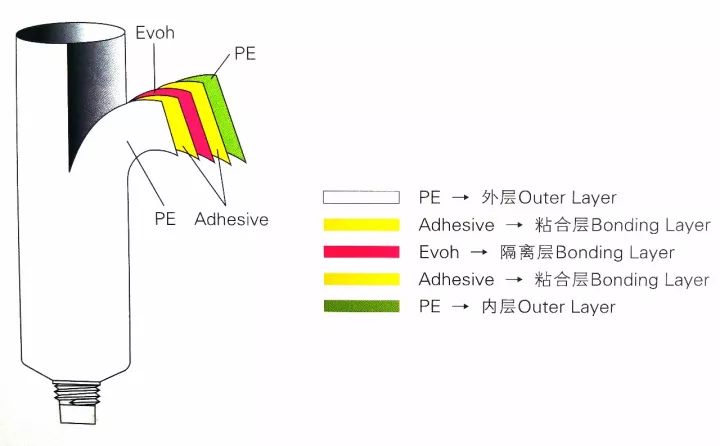
Vse plastične komponente so razdeljene na dve vrsti: vseplastične kompozitne cevi, ki niso bile nosečnice, in vseplastične pregradne kompozitne cevi. Vseplastične kompozitne cevi, ki niso bile nosečice, se običajno uporabljajo za pakiranje nizkocenovne kozmetike, ki hitro porabijo; Vseplastične pregradne kompozitne cevi se običajno uporabljajo za kozmetično embalažo srednjega do nizkega cenovnega razreda zaradi stranskih šivov pri izdelavi cevi. Pregradni sloj je lahko EVOH, PVDC ali oksidni premazi. Večplastni sestavljeni materiali, kot je PET. Tipična struktura vseplastične pregradne kompozitne cevi je PE/PE/EVOH/PE/PE.
C. Plastična cev, ki je bila izpostavljena
Tehnologija so-ekstruzije se uporablja za soobramiljenje surovin z različnimi lastnostmi in vrstami skupaj in jih oblikuje na eni poti. Plastične so-izpopolnjene cevi so razdeljene na enoslojne ekstrudirane cevi in večplastne so-izpostavljene cevi. Prva se uporablja predvsem za hitro kozmetiko (na primer krema za roke itd.), Ki imajo visoke zahteve za videz, vendar nizke dejanske zahteve glede zmogljivosti. Embalaža, slednja se uporablja predvsem za pakiranje kozmetike višjega cenovnega razreda.
2. površinsko obdelavo
Cev lahko naredimo v barvnih cevi, prozorne cevi, obarvane ali prozorne zamrznjene cevi, biserne cevi (biserni, raztreseni srebrni biserni, raztreseni zlati biserni) in jih lahko razdelimo na UV, mat ali svetlo. Matte je videti elegantno, vendar ga je enostavno umazan in obarvano razliko med cevjo in tiskanjem velikega območja na telesu cevi lahko presojamo iz zareza na repu. Cev z belim zarezom je tiskarska cev z velikim območjem. Uporabljeno črnilo mora biti visoko, sicer bo zlahka padlo in po zložitvi bo razbil in razkril bele oznake.

3. Grafično tiskanje
Pogosto uporabljene metode na površini cevi vključujejo tiskanje svilenega zaslona (z uporabo točkovnih barv, majhnih in nekaj barvnih blokov, enako kot enako kotplastična steklenicaTiskanje, ki zahteva barvno registracijo, ki se običajno uporablja v izdelkih Professional Line), in odmik tiskanja (podobno kot papirnati tiskanje, z velikimi barvnimi bloki in številnimi barvami). , običajno se uporablja v dnevnih izdelkih za kemične linije), pa tudi vroče žigosanje in srebrno vroče žigosanje. Offset tiskanje (odmik) se običajno uporablja za obdelavo cevi. Večina uporabljenih črnil je UV posušena. Običajno zahteva, da ima črnilo močno oprijem in odpornost proti razbarvanju. Barva tiskanja mora biti znotraj določenega območja senc, položaj prepisovanja mora biti natančen, odstopanje mora biti znotraj 0,2 mm, pisava pa mora biti popolna in jasna.
Glavni del plastične cevi vključuje ramo, cev (telo epruvete) in rep cevi. Del cevi je pogosto okrašen z neposrednim tiskanjem ali samolepilnimi nalepkami za prenos podatkov o besedilu ali vzorcih in izboljšanje vrednosti embalaže izdelkov. Okras cevi se trenutno doseže predvsem z neposrednim tiskanjem in samolepilnimi nalepkami. Neposredno tiskanje vključuje zaslonsko tiskanje in odmik tiskanja. V primerjavi z neposrednim tiskanjem prednosti samolezivnih nalepk vključujejo: tiskanje raznolikosti in stabilnosti: postopek izdelave tradicionalnih ekstrudiranih cevi najprej in nato tiskanje običajno uporablja za odmik tiskanja in tiskanja na zaslonu, medtem ko lahko samolepilno tiskanje uporablja črke, fleksiografsko tiskanje, flexpress, tiskanje, fleksibilno tiskanje, flexpres, fleksiografsko tiskanje, fleksinjsko tiskanje, fleksibilno Odmik tiskanja, tiskanja na zaslonu, vroče žigosanje in drugi raznoliki kombinirani tiskarski procesi, težka barvna zmogljivost je bolj stabilna in odlična.
1. telo cevi
A. Klasifikacija
V skladu z materialom: aluminijevo-plastična kompozitna cev, vseplastična cev, papirnato-plastična cev, cev z aluminijem z visokim sijajem itd.
Glede na debelino: enoslojna cev, dvoslojna cev, petplastna kompozitna cev itd.
V skladu z obliko cevi: okrogla cev, ovalna cev, ravna cev itd.
V skladu z uporabo: čistilna cev za obraz, bb škatla cev, ročna kremna cev, cev za odstranjevanje rok, cev za zaščito pred soncem, cev za zobno pasto, cev za balzam, cev za barvanje las, cev za obrazno masko itd.
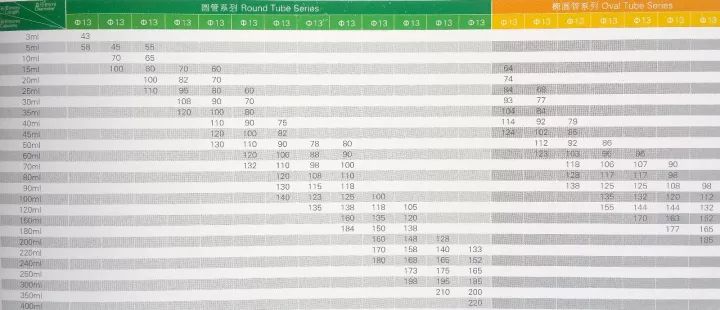
Običajni premer cevi: φ13, φ16, φ19, φ22, φ25, φ28, φ30, φ33, φ35, φ38, φ40, φ45, φ50, φ55, φ60
Redna zmogljivost:
3G, 5G, 8G, 10G, 15G, 20G, 30G, 35G, 40G, 45G, 50G, 60G, 80G, 100G, 110G, 120G, 130G, 150G, 180G, 200G, 250G, 250G, 250G, 250G, 250G
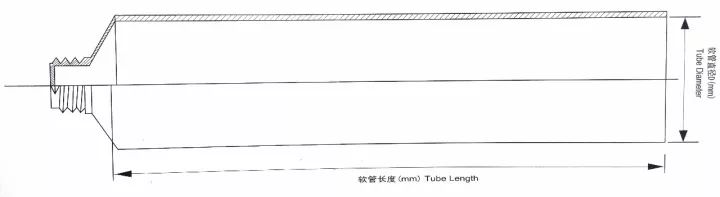
B. Referenca velikosti cevi in volumna
Med proizvodnim postopkom cevi bodo večkrat izpostavljeni "ogrevanjem" procesov, kot so risanje cevi, spajanje, zasteklitev, odmik tiskanja in sušenje tiskanja na zaslonu. Po teh procesih se bo velikost izdelka v določeni meri prilagodila. Krčenje in "hitrost krčenja" ne bosta enaka, zato je normalno, da sta premer cevi in dolžina cevi v območju.
C. Primer: Shematski diagram petplastne plastične kompozitne cevi
2. cevni rep
Nekatere izdelke je treba pred tesnjenjem napolniti. Tesnjenje lahko razdelimo na: naravnost tesnjenje, tesnjenje z zapiranjem, tesnjenje v obliki dežnika in tesnjenje v posebni obliki. Pri tesnjenju lahko zaprosite, da zahtevane podatke natisnete na tesnjenju. Datum kode.

3. Podporna oprema
A. Redni paketi
Pokrovki cevi so na voljo v različnih oblikah, na splošno razdeljene na vijačne pokrovčke (enoslojni in dvoslojni, dvoslojni zunanji pokrovčki so večinoma galvanizirane pokrovčke, da povečajo kakovost izdelka in izgledajo lepše, in profesionalne črte večinoma uporabljajo vijačne pokrovčke), ravni Kape, okrogla glava, pokrov šobe, prevleka za preliv, super raven pokrov, dvoslojni pokrov, sferični pokrov, pokrov za šminko, plastično prevleko je mogoče obdelati tudi v različnih Procesi, vroče žigosanje, srebrni rob, barvni pokrov, prozoren, oljni razpršilec, galvaning itd. Pokrov za cev je vbrizgani produkt, cev pa je narisana cev. Večina proizvajalcev cevi se ne proizvaja za cevi.

B. Večfunkcionalna podporna oprema
Z diverzifikacijo potreb uporabnikov je učinkovita integracija vsebine in funkcionalne strukture, kot so masažne glave, kroglice, valji itd., Tudi na trgu postala novo povpraševanje.

Kozmetične aplikacije
Cev ima značilnosti lahke teže, enostavne za nošenje, močan in trpežen, recikliran, enostaven za stiskanje, dobro zmogljivost obdelave in prilagodljivost tiskanja. Naklonjeni so ga številni proizvajalci kozmetike in se pogosto uporablja pri čistilnih izdelkih (pranje obraza itd.) In izdelkih za nego kože. V embalaži kozmetike (različne kreme za oči, vlažilnice, prehranske kreme, kreme, kremne za sončenje itd.) In izdelki za nego lepote in las (šampon, balzam, šminka itd.).
Ključne točke nabave
1. pregled risb za oblikovanje cevi

Za ljudi, ki ne poznajo cevi, je oblikovanje umetnin sam lahko srčni problem, in če se zmotite, bo vse pokvarjeno. Kakovostni dobavitelji bodo oblikovali razmeroma preproste risbe za tiste, ki ne poznajo cevi. Po določitvi premera cevi in dolžine cevi bodo nato zagotovili diagram oblikovanja. Vsebino oblikovanja morate namestiti samo na območje diagrama in jo osredotočiti. To je to. Visokokakovostni dobavitelji bodo pregledali in svetovali tudi pri vaših procesih oblikovanja in proizvodnje. Na primer, če je položaj električnega očesa napačen, vam bodo povedali; Če barva ni smiselna, vas bodo spomnili; Če specifikacije ne ustrezajo dizajnu, vas bodo večkrat opomnili, da spremenite umetniško delo; In če sta smer in berljivost črtne kode kvalificirana, vas bodo barvne ločitve in kakovostni dobavitelji preverjali eno za drugim, ne glede na to, ali obstajajo majhne napake, na primer, ali lahko postopek ustvari cev ali celo, če risba ni zasukana.
2. Izbor materialov za cevi:
Uporabljeni materiali morajo izpolnjevati ustrezne zdravstvene standarde, škodljive snovi, kot so težke kovine in fluorescentna sredstva, pa je treba nadzorovati v določenih mejah. Na primer, polietilen (PE) in polipropilen (PP), ki se uporabljata v cevi, izvoženih v ZDA, morata izpolnjevati ameriško upravo za hrano in zdravila (FDA) 21CFR117.1520.
3. Razumevanje metod polnjenja
Obstajata dva načina polnjenja cevi: nadev z repom in polnjenje ust. Če gre za polnjenje cevi, bodite pozorni pri nakupu cevi. Morate razmisliti, ali se "velikost ust cevi in velikost polnjenja ujemata" in ali jo je mogoče prožno razširiti v cev. Če se polni na koncu cevi, morate urediti cev in hkrati razmisliti o smer glave in repa izdelka, tako da bo med polnjenjem vpet v cev priročno in hitro. Drugič, vedeti morate, ali je vsebina med polnjenjem "vroče polnjenje" ali pri sobni temperaturi. Poleg tega je postopek tega izdelka pogosto povezan z zasnovo. Šele z razumevanjem narave zapolnjevanja proizvodnje se lahko izognemo težavam in dosežemo visoko proizvodnjo in učinkovitost.
4. Izbira cevi
Če so vsebina, ki jo pakira dnevno kemično podjetje, izdelki, ki so še posebej občutljivi na kisik (na primer nekatera kozmetika belila) ali imajo zelo nestanovitne dišave (na primer eterična olja ali nekatera olja, kisline, soli in druge korozivne kemikalije), nato pet- Uporabiti je treba so-izpopolnjene cevi. Ker je stopnja prenosa kisika petslojne so-ekstrudirane cevi (polietilen/vezana smola/evoh/vezana smola/polietilen) 0,2-1,2 enot, medtem ko je stopnja prenosa kisika navadne enoslojne enoletne cevi 150- 300 enot. V določenem obdobju je stopnja izgube teže so-ekstrudiranih cevi, ki vsebujejo etanol, več desetkrat nižja od stopnje enoplastnih cevi. Poleg tega je EVOH etilen-vinil alkoholni kopolimer z odličnimi pregradnimi lastnostmi in zadrževanjem dišav (debelina je optimalna, ko je 15-20 mikronov).
5. Opis cene
Med kakovostjo cevi in proizvajalcem je velika razlika v ceni. Pristojbina za izdelavo plošč je običajno od 200 juanov do 300 juanov. Telo cevi lahko natisnete z večbarvnim tiskanjem in svilenim zaslonom. Nekateri proizvajalci imajo opremo in tehnologijo termičnega prenosa tiskanja. Vroče žigosanje in srebrno vroče žigosanje se izračunata na podlagi cene enote na območje. Tiskanje s svilenim zaslonom ima boljši učinek, vendar je dražje in manj je proizvajalcev. Različne proizvajalce je treba izbrati glede na različne ravni potreb.
6. Cikel proizvodnje cevi
Na splošno je čas cikla 15 do 20 dni (od časa potrditve vzorčne cevi). Količina naročila enega samega izdelka je 5.000 do 10.000. Obsežni proizvajalci običajno določijo najmanjšo količino naročila 10.000. Zelo malo majhnih proizvajalcev ima veliko število sort. Sprejemljiva je tudi minimalna količina naročila 3.000 na izdelek. Zelo malo strank odpre kalupe. Večina jih je javnih kalupov (nekaj posebnih pokrovov je zasebnih kalupov). Količina naročila in dejanska količina ponudbe sta v tej panogi ± 10. % odstopanja.
Razstava izdelkov


Čas objave: APR-30-2024