
Introduktion: Under de senaste åren har applikationsfälten för slangförpackningar gradvis expanderat. Industriella förnödenheter väljer slangar, såsom smörjolja, glaslim, tätande lim osv.; Mat väljer slangar, såsom senap, chilisås osv.; Farmaceutiska salvor väljer slangar, och rörförpackningen av tandkräm uppgraderas också ständigt. Fler och fler produkter inom olika fält är förpackade i "rör". Inom kosmetikindustrin är slangar enkla att pressa och använda, lätta och bärbara, har anpassade specifikationer och anpassas för utskrift. De används i kosmetika, dagliga nödvändigheter, produkter som rengöringsprodukter är mycket förtjust i att använda kosmetiskaRörförpackningar.
produktdefinition
Slang är en slags förpackningsbehållare baserad på PE -plast, aluminiumfolie, plastfilm och andra material. Det görs till ark med hjälp av co-extrusion och sammansättningsprocesser och bearbetas sedan till en rörformad form av en speciell rörtillverkningsmaskin. Slangen är lätt i vikt och lätt att använda. Det gynnas av många kosmetiktillverkare på grund av dess egenskaper som portabilitet, hållbarhet, återvinningsbarhet, enkel pressning, bearbetning av prestanda och utskriftsanpassningsbarhet.
Tillverkningsprocess
1. Gjutningsprocess
En 、 aluminiumplastisk sammansatt slang

Aluminium-plastkompositslang är en förpackningsbehållare gjord av aluminiumfolie och plastfilm genom samutträngningsföreningsprocess och bearbetas sedan till en rörformad form av en speciell rörtillverkningsmaskin. Dess typiska struktur är PE/PE +EAA/AL/PE +EAA/PE. Aluminium-plastkompositslangar används huvudsakligen för förpackningskosmetika som kräver höghygien- och barriäregenskaper. Barriärskiktet är i allmänhet aluminiumfolie, och dess barriäregenskaper beror på pinhålsgraden för aluminiumfolien. Med den kontinuerliga förbättringen av tekniken har tjockleken på aluminiumfoliebarriärskiktet i aluminium-plastkompositslangar minskat från de traditionella 40 μm till 12 μm eller till och med 9 μm, vilket sparar resurser i hög grad.
B. Full plastkompositslang

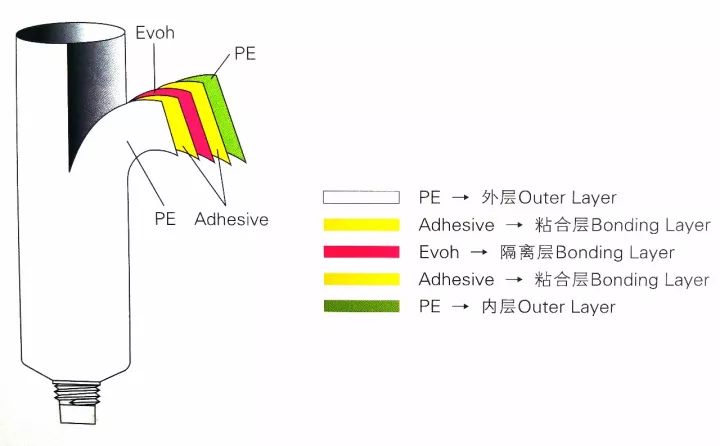
Alla plastkomponenter är uppdelade i två typer: all-plast icke-barriärkompositslangar och all-plastbarriärkompositslangar. All-Plast icke-barriärkompositslangar används vanligtvis för förpackning av låg-end, snabbt konsumtiv kosmetika; All-plastbarriärkompositslangar används vanligtvis för mellan- till lågkosmetikförpackningar på grund av sidosömmar i rörtillverkning. Barriärskiktet kan vara EVOH, PVDC eller oxidbeläggningar. Multi-lagers kompositmaterial såsom PET. Den typiska strukturen för all-plastbarriärkompositslang är PE/PE/EVOH/PE/PE.
C. Extruderad slang av plast
Co-utträngsteknologi används för att samextrera råvaror med olika egenskaper och typer tillsammans och bilda dem på en gång. Plastko-extruderade slangar är uppdelade i enskikts extruderade slangar och multilager med extruderade slangar. Den förstnämnda används främst för snabbkonsumtiv kosmetika (som handkräm, etc.) som har höga krav på utseende men låga faktiska prestandakrav. Förpackning, den senare används huvudsakligen för förpackning av avancerade kosmetika.
2. Ytbehandling
Slangen kan göras till färgade rör, transparenta rör, färgade eller transparenta frostade rör, pärlor (pärlor, spridda silver pärlor, spridda guld pärlor) och kan delas upp i UV, matt eller ljusa. Matte ser elegant ut men är lätt att bli smutsig och färgad skillnaden mellan röret och storområdet på rörkroppen kan bedömas utifrån snittet vid svansen. Röret med ett vitt snitt är ett tryckrör med stort område. Bläcket som används måste vara högt, annars kommer det lätt att falla av och kommer att spricka och avslöja vita märken efter att ha vikts.

3. Grafiktryck
Vanliga metoder på ytan av slangar inkluderar silkeskärmtryck (med hjälp av fläckfärger, små och få färgblock, samma somplastflaskaUtskrift, som kräver färgregistrering, vanligtvis används i professionella linjeprodukter) och offsetutskrift (liknande papperstryck, med stora färgblock och många färger). , vanligtvis används i dagliga kemiska linjeprodukter), såväl som varm stämpling och silver varm stämpling. Offsetryck (offset) används vanligtvis för slangbearbetning. De flesta bläck som används är UV-torkade. Det kräver vanligtvis att bläcket har stark vidhäftning och motstånd mot missfärgning. Utskriftsfärgen bör ligga inom det angivna skuggområdet, övertrycksläget bör vara korrekt, avvikelsen bör vara inom 0,2 mm och teckensnittet ska vara fullständigt och tydligt.
Huvuddelen av plastslangen inkluderar axeln, röret (rörkroppen) och rörsvansen. Rördelen är ofta dekorerad genom direkttryck eller självhäftande etiketter för att bära text eller mönsterinformation och förbättra värdet på produktförpackningar. Dekorationen av slangar uppnås för närvarande huvudsakligen genom direkttryck och självhäftande etiketter. Direktutskrift inkluderar skärmtryck och offsettryck. Jämfört med direktutskrift inkluderar fördelarna med självhäftande etiketter: utskrift av mångfald och stabilitet: processen att göra traditionella extruderade slangar först och sedan använder utskrift vanligtvis offsettryck och skärmtryck, medan självhäftande tryckning kan använda boktryck, flexografisk tryckning, utskrift, Offsettryck, skärmtryck, varm stämpling och andra diversifierade kombinerade tryckprocesser, den svåra färgprestanda är mer stabil och utmärkt.
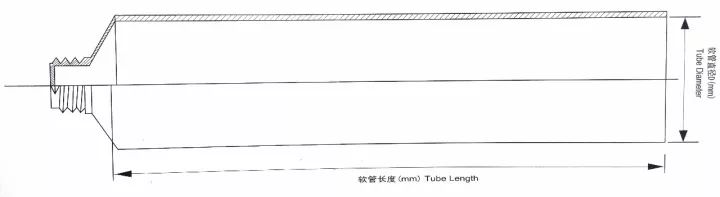
1. Rörkropp
A. Klassificering
Enligt material: aluminium-plastisk kompositslang, all-plast slang, pappersplast slang, högglans aluminiumpläterat rör, etc.
Enligt tjocklek: Enskiktsrör, dubbelskiktsrör, femskiktskompositrör, etc.
Enligt rörform: rund slang, oval rör, platt slang, etc.
Enligt applicering: Ansiktsrengöringsrör, BB -lådrör, handkrämrör, handborttagningsrör, solskyddsrör, tandkrämrör, balsamrör, hårfärgrör, ansiktsmaskrör, etc.
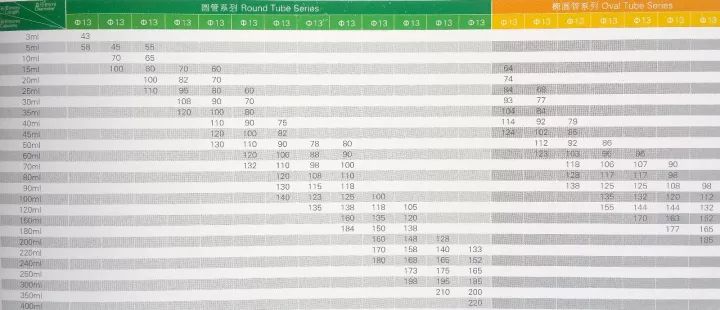
Konventionell rördiameter: φ13, φ16, φ19, φ22, φ25, φ28, φ30, φ33, φ35, φ38, φ40, φ45, φ50, φ55, φ60, φ38
Regelbunden kapacitet:
3G, 5G, 8G, 10G, 15G, 20G, 25G, 30G, 35G, 40G, 45G, 50G, 60G, 80G, 100G, 110G, 120G, 130G, 150G, 180G, 200G, 250G, 250g,
B. Slangstorlek och volymreferens
Under produktionsprocessen för slangar kommer de att utsättas för "uppvärmning" -processer många gånger, såsom rörritning, fogning, glasering, offsettryck och torkning av skärmtryck. Efter dessa processer kommer produktens storlek att justeras i viss utsträckning. Krympningen och "krympningshastigheten" kommer inte att vara densamma, så det är normalt att rördiametern och rörlängden ligger inom ett intervall.
C. Fodral: Schematiskt diagram över femskiktsplastkompositslangstruktur
2. Rörsvans
Vissa produkter måste fyllas före tätning. Tätningen kan delas upp i: rak tätning, twill tätning, paraplyformad tätning och specialformad tätning. När du tätning kan du be om att skriva ut önskad information på tätningsplatsen. Datumkod.

3. Stödutrustning
A. Regelbundna paket
Slangkåpor finns i olika former, vanligtvis uppdelade i skruvlocken (enskikt och dubbelskikt, de dubbelskikts yttre kepsarna är mestadels elektropläterade mössor för att öka produktkvaliteten och se vackrare, och professionella linjer använder mestadels skruvlock), platta platta Kaps, rund huvudskydd, munstycksskydd, vändskydd, super platt lock, dubbelskiktsskydd, sfäriskt lock, läppstiftskydd, plastskydd kan också bearbetas i en mängd olika processer, varm stämpling kant, silverkant, färgad lock, transparent, oljespray, elektroplätering, etc., spetskappar och läppstiftlock är vanligtvis utrustade med inre pluggar. Slangskyddet är en formsprutad produkt och slangen är ett ritat rör. De flesta slangtillverkare producerar inte slangskydd själva.

B. Multifunktionell stödutrustning
Med diversifieringen av användarens behov har den effektiva integrationen av innehåll och funktionell struktur, såsom massagehuvuden, bollar, rullar etc. också blivit en ny efterfrågan på marknaden.

Kosmetiska applikationer
Slangen har egenskaperna för lätt vikt, lätt att bära, stark och hållbar, återvinningsbar, lätt att pressa, god bearbetning och utskrift av anpassningsförmåga. Det gynnas av många kosmetiktillverkare och används allmänt i rengöringsprodukter (ansikts tvätt, etc.) och hudvårdsprodukter. I förpackningen av kosmetika (olika ögonkrämer, fuktighetskräm, näringskräm, krämer, solskyddsmedel, etc.) och skönhets- och hårvårdsprodukter (schampo, balsam, läppstift, etc.).
Upphandlingsnyckelpunkter
1. Granskning av slangdesignritningar

För människor som inte är bekanta med slangar kan det vara ett hjärtskärande problem att utforma konstverket på egen hand, och om du gör ett misstag kommer allt att förstöras. Leverantörer av hög kvalitet kommer att utforma relativt enkla ritningar för dem som inte är bekanta med slangar. När rördiametern och rörlängden bestäms kommer de sedan att ge ett designområdediagram. Du behöver bara placera designinnehållet i diagramområdet och centrera det. Det är det. Leverantörer av hög kvalitet kommer också att inspektera och ge råd om dina design- och produktionsprocesser. Till exempel, om det elektriska ögats position är fel, kommer de att berätta för dig; Om färgen inte är rimlig kommer de att påminna dig; Om specifikationerna inte uppfyller designen kommer de att påminna dig upprepade gånger om att ändra konstverket; Och om streckkodsriktningen och läsbarheten är kvalificerad, kommer färgseparation och leverantörer av hög kvalitet att kontrollera dig en efter en om det finns små fel som om processen kan producera en slang eller till och med om ritningen inte är vriden.
2. Val av rörmaterial:
Materialet som används måste uppfylla relevanta hälsoreglar och skadliga ämnen som tungmetaller och lysrör bör kontrolleras inom specifika gränser. Exempelvis måste polyeten (PE) och polypropen (PP) som används i slangar som exporteras till USA möta US Food and Drug Administration (FDA) Standard 21CFR117.1520.
3. Förstå fyllningsmetoder
Det finns två metoder för slangfyllning: svansfyllning och munfyllning. Om det är rörfyllning bör du vara uppmärksam när du köper slangen. Du måste överväga om "storleken på rörmunnen och storleken på fyllningsmunstycket" och om det kan flexibelt sträckas ut i röret. Om det fylls i slutet av röret, måste du ordna slangen och samtidigt överväga produktens huvud och svansriktning för att göra det bekvämt och snabbt att komma in i röret under fyllningen. För det andra måste du veta om innehållet under fyllningen är "heta fyllning" eller vid rumstemperatur. Dessutom är processen för denna produkt ofta relaterad till designen. Endast genom att förstå arten av att fylla produktion i förväg kan vi undvika problem och uppnå hög produktion och effektivitet.
4. Slangval
Om innehållet förpackat av ett dagligt kemikalieföretag är produkter som är särskilt känsliga för syre (som vissa blekningskosmetika) eller har mycket flyktiga dofter (som eteriska oljor eller vissa oljor, syror, salter och andra frätande kemikalier), sedan fem- Lager Co-Extruded Pipe bör användas. Eftersom syreöverföringshastigheten för femskikts ko-extruderat rör (polyeten/bindningsharts/EVOH/bindningsharts/polyeten) är 0,2-1,2 enheter, medan syreöverföringshastigheten för vanligt polyetenrörande rör är 150-300 enheter. Inom en viss tid är viktminskningsgraden för samutdragna rör som innehåller etanol dussintals gånger lägre än för enskiktsrör. Dessutom är EVOH en eten-vinylalkoholpolymer med utmärkta barriäregenskaper och doftretention (tjockleken är optimal när den är 15-20 mikron).
5. Prisbeskrivning
Det finns en stor skillnad i pris mellan slangkvalitet och tillverkare. Plattframställningsavgiften är vanligtvis 200 yuan till 300 yuan. Rörkroppen kan skrivas ut med flerfärgstryck och sidenskärm. Vissa tillverkare har utrustning och teknik för termisk överföring. Hot Stamping och Silver Hot Stamping beräknas baserat på enhetspris per område. Silkskärmtryck har bättre effekt men är dyrare och det finns färre tillverkare. Olika tillverkare bör väljas efter olika behovsnivåer.
6. Slangproduktionscykel
Generellt sett är cykeltiden 15 till 20 dagar (från tidpunkten för att bekräfta provröret). Beställningsmängden för en enda produkt är 5 000 till 10 000. Storskaliga tillverkare ställer vanligtvis en minsta beställningskvantitet på 10 000. Mycket få små tillverkare har ett stort antal sorter. Minsta beställningskvantitet på 3 000 per produkt är också acceptabel. Mycket få kunder öppnar formar av sig själva. De flesta av dem är offentliga formar (några speciella lock är privata formar). Kontraktsorderkvantiteten och den faktiska leveransmängden är ± 10 i denna bransch. % avvikelse.
Produktutställning


Inläggstid: april 30-2024