
పరిచయం: ఇటీవలి సంవత్సరాలలో, గొట్టం ప్యాకేజింగ్ యొక్క దరఖాస్తు క్షేత్రాలు క్రమంగా విస్తరించాయి. పారిశ్రామిక సామాగ్రి కందెన నూనె, గ్లాస్ జిగురు, కౌల్కింగ్ గ్లూ మొదలైన గొట్టాలను ఎన్నుకుంటుంది; ఆవాలు, మిరప సాస్ మొదలైన గొట్టాలను ఆహారం ఎంచుకుంటుంది; ఫార్మాస్యూటికల్ లేపనాలు గొట్టాలను ఎన్నుకుంటాయి మరియు టూత్పేస్ట్ యొక్క ట్యూబ్ ప్యాకేజింగ్ కూడా నిరంతరం అప్గ్రేడ్ చేయబడుతుంది. వేర్వేరు రంగాలలో ఎక్కువ ఎక్కువ ఉత్పత్తులు "గొట్టాలు" లో ప్యాక్ చేయబడతాయి. సౌందర్య పరిశ్రమలో, గొట్టాలు పిండి వేయడం మరియు ఉపయోగించడం సులభం, కాంతి మరియు పోర్టబుల్, అనుకూలీకరించిన స్పెసిఫికేషన్లను కలిగి ఉంటాయి మరియు ముద్రణ కోసం అనుకూలీకరించబడతాయి. అవి సౌందర్య సాధనాలలో ఉపయోగించబడతాయి, రోజువారీ అవసరాలు, శుభ్రపరిచే ఉత్పత్తులు వంటి ఉత్పత్తులు కాస్మెటిక్ ఉపయోగించడం చాలా ఇష్టంట్యూబ్ ప్యాకేజింగ్.
ఉత్పత్తి నిర్వచనం
గొట్టం అనేది PE ప్లాస్టిక్, అల్యూమినియం రేకు, ప్లాస్టిక్ ఫిల్మ్ మరియు ఇతర పదార్థాల ఆధారంగా ఒక రకమైన ప్యాకేజింగ్ కంటైనర్. ఇది సహ-బహిష్కరణ మరియు సమ్మేళనం ప్రక్రియలను ఉపయోగించి షీట్లుగా తయారవుతుంది, ఆపై ప్రత్యేక పైపు తయారీ యంత్రం ద్వారా గొట్టపు ఆకారంలో ప్రాసెస్ చేయబడుతుంది. గొట్టం బరువులో తేలికగా ఉంటుంది మరియు ఉపయోగించడానికి సులభం. పోర్టబిలిటీ, మన్నిక, రీసైక్లిబిలిటీ, ఈజీ స్క్వీజింగ్, ప్రాసెసింగ్ పనితీరు మరియు ప్రింటింగ్ అనుకూలత వంటి లక్షణాల కారణంగా ఇది చాలా మంది సౌందర్య తయారీదారులచే అనుకూలంగా ఉంటుంది.
తయారీ ప్రక్రియ
1. అచ్చు ప్రక్రియ
A 、 అల్యూమినియం-ప్లాస్టిక్ మిశ్రమ గొట్టం

అల్యూమినియం-ప్లాస్టిక్ కాంపోజిట్ గొట్టం అనేది కో-ఎక్స్ట్రషన్ కాంపౌండింగ్ ప్రాసెస్ ద్వారా అల్యూమినియం రేకు మరియు ప్లాస్టిక్ ఫిల్మ్తో తయారు చేసిన ప్యాకేజింగ్ కంటైనర్, ఆపై ప్రత్యేక పైపు తయారీ యంత్రం ద్వారా గొట్టపు ఆకారంలో ప్రాసెస్ చేయబడుతుంది. దీని విలక్షణ నిర్మాణం PE/PE +EAA/AL/PE +EAA/PE. అల్యూమినియం-ప్లాస్టిక్ మిశ్రమ గొట్టాలను ప్రధానంగా ప్యాకేజింగ్ సౌందర్య సాధనాల కోసం ఉపయోగిస్తారు, దీనికి అధిక పరిశుభ్రత మరియు అవరోధ లక్షణాలు అవసరం. అవరోధ పొర సాధారణంగా అల్యూమినియం రేకు, మరియు దాని అవరోధ లక్షణాలు అల్యూమినియం రేకు యొక్క పిన్హోల్ డిగ్రీపై ఆధారపడి ఉంటాయి. సాంకేతిక పరిజ్ఞానం యొక్క నిరంతర మెరుగుదలతో, అల్యూమినియం-ప్లాస్టిక్ మిశ్రమ గొట్టాలలో అల్యూమినియం రేకు అవరోధ పొర యొక్క మందం సాంప్రదాయ 40 μm నుండి 12 μm లేదా 9 μm కు తగ్గించబడింది, ఇది వనరులను బాగా ఆదా చేస్తుంది.
బి. పూర్తి ప్లాస్టిక్ మిశ్రమ గొట్టం

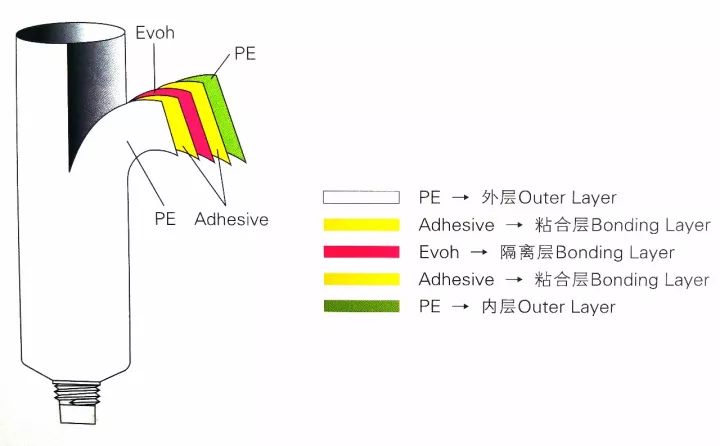
అన్ని ప్లాస్టిక్ భాగాలు రెండు రకాలుగా విభజించబడ్డాయి: ఆల్-ప్లాస్టిక్ నాన్-బారియర్ మిశ్రమ గొట్టాలు మరియు ఆల్-ప్లాస్టిక్ అవరోధం మిశ్రమ గొట్టాలు. ఆల్-ప్లాస్టిక్ కాని బారియర్ నాన్-బారియర్ మిశ్రమ గొట్టాలను సాధారణంగా తక్కువ-ముగింపు, వేగంగా వినియోగించే సౌందర్య సాధనాల ప్యాకేజింగ్ కోసం ఉపయోగిస్తారు; ఆల్-ప్లాస్టిక్ అవరోధం మిశ్రమ గొట్టాలను సాధారణంగా పైపు తయారీలో సైడ్ అతుకుల కారణంగా మధ్య నుండి తక్కువ-ముగింపు సౌందర్య ప్యాకేజింగ్ కోసం ఉపయోగిస్తారు. అవరోధ పొర EVOH, PVDC లేదా ఆక్సైడ్ పూతలు కావచ్చు. PET వంటి బహుళ-పొర మిశ్రమ పదార్థాలు. ఆల్-ప్లాస్టిక్ అవరోధం మిశ్రమ గొట్టం యొక్క విలక్షణ నిర్మాణం PE/PE/EVOH/PE/PE.
సి. ప్లాస్టిక్ సహ-బహిష్కరించబడిన గొట్టం
కో-ఎక్స్ట్రాషన్ టెక్నాలజీని విభిన్న లక్షణాలు మరియు రకాలను కలిసి చేర్చడానికి మరియు వాటిని ఒకేసారి ఏర్పరచటానికి ఉపయోగిస్తారు. ప్లాస్టిక్ సహ-బహిష్కరించబడిన గొట్టాలను సింగిల్-లేయర్ ఎక్స్ట్రూడెడ్ గొట్టాలు మరియు మల్టీ-లేయర్ సహ-బహిష్కరించిన గొట్టాలుగా విభజించారు. మునుపటిది ప్రధానంగా వేగంగా వినియోగించే సౌందర్య సాధనాల కోసం (హ్యాండ్ క్రీమ్ మొదలైనవి) ఉపయోగించబడుతుంది, ఇవి ప్రదర్శనలో అధిక అవసరాలు కలిగి ఉంటాయి కాని తక్కువ వాస్తవ పనితీరు అవసరాలు. ప్యాకేజింగ్, రెండోది ప్రధానంగా హై-ఎండ్ సౌందర్య సాధనాల ప్యాకేజింగ్ కోసం ఉపయోగించబడుతుంది.
2. ఉపరితల చికిత్స
గొట్టాన్ని రంగు గొట్టాలు, పారదర్శక గొట్టాలు, రంగు లేదా పారదర్శక మంచుతో కూడిన గొట్టాలు, ముత్యాల గొట్టాలు (ముత్యాల, చెల్లాచెదురైన వెండి ముత్యపు, చెల్లాచెదురైన బంగారు ముత్యాల) గా తయారు చేయవచ్చు మరియు వాటిని UV, మాట్టే లేదా ప్రకాశవంతంగా విభజించవచ్చు. మాట్టే సొగసైనదిగా కనిపిస్తుంది, కానీ మురికిగా ఉండటం సులభం, మరియు ట్యూబ్ మరియు ట్యూబ్ బాడీపై పెద్ద-ఏరియా ప్రింటింగ్ మధ్య వ్యత్యాసాన్ని తోక వద్ద కోత నుండి నిర్ణయించవచ్చు. తెల్లటి కోత ఉన్న ట్యూబ్ పెద్ద-ఏరియా ప్రింటింగ్ ట్యూబ్. ఉపయోగించిన సిరా ఎక్కువగా ఉండాలి, లేకపోతే అది సులభంగా పడిపోతుంది మరియు ముడుచుకున్న తర్వాత తెల్లటి గుర్తులను పగుళ్లు మరియు బహిర్గతం చేస్తుంది.

3. గ్రాఫిక్ ప్రింటింగ్
గొట్టాల ఉపరితలంపై సాధారణంగా ఉపయోగించే పద్ధతుల్లో సిల్క్ స్క్రీన్ ప్రింటింగ్ (స్పాట్ రంగులు, చిన్న మరియు కొన్ని కలర్ బ్లాక్లను ఉపయోగించడం, అదే విధంగా ఉంటుందిప్లాస్టిక్ బాటిల్ప్రింటింగ్, రంగు రిజిస్ట్రేషన్ అవసరం, సాధారణంగా ప్రొఫెషనల్ లైన్ ఉత్పత్తులలో ఉపయోగిస్తారు), మరియు ఆఫ్సెట్ ప్రింటింగ్ (పేపర్ ప్రింటింగ్ మాదిరిగానే, పెద్ద కలర్ బ్లాక్లు మరియు అనేక రంగులతో). , సాధారణంగా రోజువారీ రసాయన రేఖ ఉత్పత్తులలో ఉపయోగిస్తారు), అలాగే హాట్ స్టాంపింగ్ మరియు సిల్వర్ హాట్ స్టాంపింగ్. ఆఫ్సెట్ ప్రింటింగ్ (ఆఫ్సెట్) సాధారణంగా గొట్టం ప్రాసెసింగ్ కోసం ఉపయోగించబడుతుంది. ఉపయోగించిన సిరాలు చాలా యువి-ఎండినవి. దీనికి సాధారణంగా సిరాకు బలమైన సంశ్లేషణ మరియు రంగు పాలిపోవడానికి నిరోధకత అవసరం. ప్రింటింగ్ రంగు పేర్కొన్న నీడ పరిధిలో ఉండాలి, ఓవర్ ప్రింటింగ్ స్థానం ఖచ్చితమైనదిగా ఉండాలి, విచలనం 0.2 మిమీలో ఉండాలి మరియు ఫాంట్ పూర్తి మరియు స్పష్టంగా ఉండాలి.
ప్లాస్టిక్ గొట్టం యొక్క ప్రధాన భాగంలో భుజం, ట్యూబ్ (ట్యూబ్ బాడీ) మరియు ట్యూబ్ తోక ఉన్నాయి. ట్యూబ్ భాగం తరచుగా డైరెక్ట్ ప్రింటింగ్ లేదా స్వీయ-అంటుకునే లేబుల్స్ ద్వారా టెక్స్ట్ లేదా నమూనా సమాచారాన్ని తీసుకెళ్లడానికి మరియు ఉత్పత్తి ప్యాకేజింగ్ విలువను పెంచడానికి అలంకరించబడుతుంది. గొట్టాల అలంకరణ ప్రస్తుతం ప్రధానంగా ప్రత్యక్ష ముద్రణ మరియు స్వీయ-అంటుకునే లేబుళ్ల ద్వారా సాధించబడుతుంది. డైరెక్ట్ ప్రింటింగ్లో స్క్రీన్ ప్రింటింగ్ మరియు ఆఫ్సెట్ ప్రింటింగ్ ఉన్నాయి. ప్రత్యక్ష ముద్రణతో పోలిస్తే, స్వీయ-అంటుకునే లేబుళ్ల యొక్క ప్రయోజనాలు: ప్రింటింగ్ వైవిధ్యం మరియు స్థిరత్వం: సాంప్రదాయ ఎక్స్ట్రాడెడ్ గొట్టాలను మొదట తయారుచేసే ప్రక్రియ మరియు తరువాత ప్రింటింగ్ సాధారణంగా ఆఫ్సెట్ ప్రింటింగ్ మరియు స్క్రీన్ ప్రింటింగ్ను ఉపయోగిస్తుంది, అయితే స్వీయ-అంటుకునే ముద్రణ అక్షరరహిత, ఫ్లెక్స్గ్రాఫిక్ ప్రింటింగ్, ఆఫ్సెట్ ప్రింటింగ్, స్క్రీన్ ప్రింటింగ్, హాట్ స్టాంపింగ్ మరియు ఇతర వైవిధ్యభరితమైన మిశ్రమ ప్రింటింగ్ ప్రక్రియలు, కష్టమైన రంగు పనితీరు మరింత స్థిరంగా ఉంటుంది మరియు అద్భుతమైనది.
1. పైప్ బాడీ
ఎ. వర్గీకరణ
పదార్థం ప్రకారం: అల్యూమినియం-ప్లాస్టిక్ మిశ్రమ గొట్టం, ఆల్-ప్లాస్టిక్ గొట్టం, కాగితం-ప్లాస్టిక్ గొట్టం, అధిక-గ్లోస్ అల్యూమినియం-పూతతో కూడిన పైపు మొదలైనవి.
మందం ప్రకారం: సింగిల్-లేయర్ పైపు, డబుల్ లేయర్ పైపు, ఐదు-పొరల మిశ్రమ పైపు మొదలైనవి.
ట్యూబ్ ఆకారం ప్రకారం: రౌండ్ గొట్టం, ఓవల్ ట్యూబ్, ఫ్లాట్ గొట్టం మొదలైనవి.
అప్లికేషన్ ప్రకారం: ఫేషియల్ ప్రక్షాళన ట్యూబ్, బిబి బాక్స్ ట్యూబ్, హ్యాండ్ క్రీమ్ ట్యూబ్, హ్యాండ్ రిమూవర్ ట్యూబ్, సన్స్క్రీన్ ట్యూబ్, టూత్పేస్ట్ ట్యూబ్, కండీషనర్ ట్యూబ్, హెయిర్ డై ట్యూబ్, ఫేషియల్ మాస్క్ ట్యూబ్, మొదలైనవి.
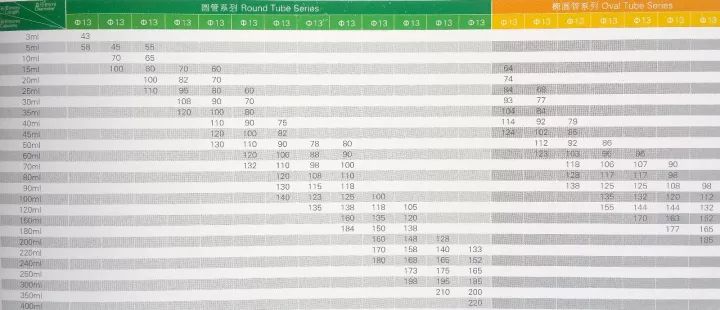
సాంప్రదాయిక పైపు వ్యాసం: φ13, φ16, φ19, φ22, φ25, φ28, φ30, φ33, φ35, φ38, φ40, φ45, φ50, φ55, φ60
సాధారణ సామర్థ్యం:
.
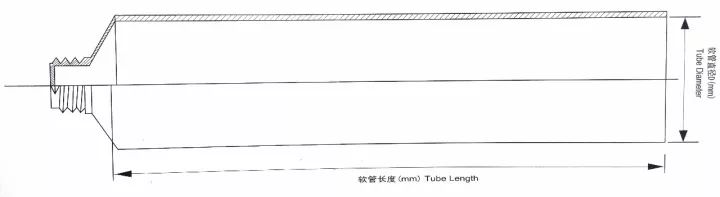
బి. గొట్టం పరిమాణం మరియు వాల్యూమ్ రిఫరెన్స్
గొట్టాల ఉత్పత్తి ప్రక్రియలో, అవి పైప్ డ్రాయింగ్, జాయింటింగ్, గ్లేజింగ్, ఆఫ్సెట్ ప్రింటింగ్ మరియు స్క్రీన్ ప్రింటింగ్ ఎండబెట్టడం వంటి అనేకసార్లు "తాపన" ప్రక్రియలకు గురవుతాయి. ఈ ప్రక్రియల తరువాత, ఉత్పత్తి యొక్క పరిమాణం కొంతవరకు సర్దుబాటు చేయబడుతుంది. సంకోచం మరియు "సంకోచ రేటు" ఒకేలా ఉండవు, కాబట్టి పైపు వ్యాసం మరియు పైపు పొడవు పరిధిలో ఉండటం సాధారణం.
C. కేసు: ఐదు పొరల ప్లాస్టిక్ మిశ్రమ గొట్టం నిర్మాణం యొక్క స్కీమాటిక్ రేఖాచిత్రం
2. ట్యూబ్ తోక
కొన్ని ఉత్పత్తులను సీలింగ్ చేయడానికి ముందు నింపాలి. సీలింగ్ను ఇలా విభజించవచ్చు: స్ట్రెయిట్ సీలింగ్, ట్విల్ సీలింగ్, గొడుగు ఆకారపు సీలింగ్ మరియు ప్రత్యేక ఆకారపు సీలింగ్. సీలింగ్ చేసేటప్పుడు, మీరు సీలింగ్ ప్రదేశంలో అవసరమైన సమాచారాన్ని ముద్రించమని అడగవచ్చు. తేదీ కోడ్.

3. సహాయక పరికరాలు
ఎ. రెగ్యులర్ ప్యాకేజీలు
గొట్టం టోపీలు వివిధ ఆకారాలలో వస్తాయి, సాధారణంగా స్క్రూ క్యాప్స్ (సింగిల్-లేయర్ మరియు డబుల్-లేయర్, డబుల్-లేయర్ బాహ్య టోపీలు ఎక్కువగా ఉత్పత్తి నాణ్యతను పెంచడానికి మరియు మరింత అందంగా కనిపించేలా చేయడానికి ఎక్కువగా ఎలక్ట్రోప్లేటెడ్ క్యాప్స్, మరియు ప్రొఫెషనల్ పంక్తులు ఎక్కువగా స్క్రూ క్యాప్స్ ఉపయోగిస్తాయి), ఫ్లాట్ క్యాప్స్, రౌండ్ హెడ్ కవర్, నాజిల్ కవర్, ఫ్లిప్-అప్ కవర్, సూపర్ ఫ్లాట్ కవర్, డబుల్ లేయర్ కవర్, గోళాకార కవర్, లిప్స్టిక్ కవర్, ప్లాస్టిక్ కవర్ కూడా వివిధ రకాలైన ప్రాసెస్ చేయవచ్చు ప్రక్రియలు, హాట్ స్టాంపింగ్ ఎడ్జ్, సిల్వర్ ఎడ్జ్, కలర్ కవర్, పారదర్శక, ఆయిల్ స్ప్రే, ఎలక్ట్రోప్లేటింగ్ మొదలైనవి, చిట్కా క్యాప్స్ మరియు లిప్ స్టిక్ క్యాప్స్ సాధారణంగా లోపలి ప్లగ్లతో ఉంటాయి. గొట్టం కవర్ ఇంజెక్షన్ అచ్చుపోసిన ఉత్పత్తి మరియు గొట్టం గీసిన గొట్టం. చాలా గొట్టం తయారీదారులు గొట్టం కవర్లను ఉత్పత్తి చేయరు.

బి. మల్టీఫంక్షనల్ సపోర్టింగ్ పరికరాలు
వినియోగదారు అవసరాల యొక్క వైవిధ్యతతో, మసాజ్ హెడ్స్, బంతులు, రోలర్లు మొదలైనవి వంటి కంటెంట్ మరియు ఫంక్షనల్ స్ట్రక్చర్ యొక్క సమర్థవంతమైన ఏకీకరణ కూడా మార్కెట్లో కొత్త డిమాండ్గా మారింది.

సౌందర్య అనువర్తనాలు
గొట్టం తక్కువ బరువు, తీసుకువెళ్ళడానికి సులభమైన, బలమైన మరియు మన్నికైన, పునర్వినియోగపరచదగినది, స్క్వీజ్ చేయడం సులభం, మంచి ప్రాసెసింగ్ పనితీరు మరియు ప్రింటింగ్ అనుకూలత యొక్క లక్షణాలను కలిగి ఉంది. ఇది చాలా సౌందర్య సాధనాల తయారీదారులచే అనుకూలంగా ఉంది మరియు శుభ్రపరిచే ఉత్పత్తులు (ఫేస్ వాష్ మొదలైనవి) మరియు చర్మ సంరక్షణ ఉత్పత్తులలో విస్తృతంగా ఉపయోగించబడుతుంది. సౌందర్య సాధనాల ప్యాకేజింగ్లో (వివిధ కంటి సారాంశాలు, మాయిశ్చరైజర్లు, పోషక క్రీములు, క్రీములు, సన్స్క్రీన్స్ మొదలైనవి) మరియు అందం మరియు జుట్టు సంరక్షణ ఉత్పత్తులు (షాంపూ, కండీషనర్, లిప్స్టిక్, మొదలైనవి).
సేకరణ కీ పాయింట్లు
1. గొట్టం డిజైన్ డ్రాయింగ్ల సమీక్ష

గొట్టాల గురించి తెలియని వ్యక్తుల కోసం, మీ స్వంతంగా కళాకృతిని రూపకల్పన చేయడం హృదయ స్పందన సమస్య, మరియు మీరు తప్పు చేస్తే, ప్రతిదీ పాడైపోతుంది. అధిక-నాణ్యత సరఫరాదారులు గొట్టాల గురించి తెలియని వారికి సాపేక్షంగా సరళమైన డ్రాయింగ్లను రూపొందిస్తారు. పైపు వ్యాసం మరియు పైపు పొడవు నిర్ణయించబడిన తరువాత, అవి డిజైన్ ఏరియా రేఖాచిత్రాన్ని అందిస్తాయి. మీరు డిజైన్ కంటెంట్ను రేఖాచిత్రం ప్రాంతంలో ఉంచి, దానిని కేంద్రీకరించాలి. అంతే. అధిక-నాణ్యత సరఫరాదారులు మీ డిజైన్ మరియు ఉత్పత్తి ప్రక్రియలపై కూడా తనిఖీ చేస్తారు మరియు సలహా ఇస్తారు. ఉదాహరణకు, విద్యుత్ కన్ను యొక్క స్థానం తప్పు అయితే, వారు మీకు చెప్తారు; రంగు సహేతుకమైనది కాకపోతే, అవి మీకు గుర్తు చేస్తాయి; స్పెసిఫికేషన్లు డిజైన్ను తీర్చకపోతే, కళాకృతిని మార్చడానికి అవి మీకు పదేపదే గుర్తుచేస్తాయి; బార్కోడ్ దిశ మరియు చదవడానికి అర్హత ఉంటే, రంగు విభజన మరియు అధిక-నాణ్యత సరఫరాదారులు మీ కోసం ఒక్కొక్కటిగా తనిఖీ చేస్తారు, ఈ ప్రక్రియ గొట్టం ఉత్పత్తి చేయగలదా లేదా డ్రాయింగ్ వక్రీకరించకపోయినా వంటి చిన్న లోపాలు ఉన్నాయా.
2. పైప్ పదార్థాల ఎంపిక:
ఉపయోగించిన పదార్థాలు సంబంధిత ఆరోగ్య ప్రమాణాలకు అనుగుణంగా ఉండాలి మరియు భారీ లోహాలు మరియు ఫ్లోరోసెంట్ ఏజెంట్లు వంటి హానికరమైన పదార్థాలను పేర్కొన్న పరిమితుల్లో నియంత్రించాలి. ఉదాహరణకు, యునైటెడ్ స్టేట్స్కు ఎగుమతి చేయబడిన గొట్టాలలో ఉపయోగించే పాలిథిలిన్ (పిఇ) మరియు పాలీప్రొఫైలిన్ (పిపి) యుఎస్ ఫుడ్ అండ్ డ్రగ్ అడ్మినిస్ట్రేషన్ (ఎఫ్డిఎ) ప్రామాణిక 21 సిఎఫ్ఆర్ 117.1520 ను తీర్చాలి.
3. నింపే పద్ధతులను అర్థం చేసుకోండి
గొట్టం ఫిల్లింగ్ యొక్క రెండు పద్ధతులు ఉన్నాయి: తోక నింపడం మరియు నోటి నింపడం. ఇది పైప్ ఫిల్లింగ్ అయితే, గొట్టం కొనేటప్పుడు మీరు శ్రద్ధ వహించాలి. "పైపు నోటి పరిమాణం మరియు ఫిల్లింగ్ నాజిల్ యొక్క పరిమాణం" మ్యాచ్ మరియు అది పైపులోకి సరళంగా విస్తరించవచ్చా అని మీరు పరిగణించాలి. ఇది ట్యూబ్ చివరిలో నింపుతుంటే, మీరు గొట్టం ఏర్పాటు చేసుకోవాలి మరియు అదే సమయంలో ఉత్పత్తి యొక్క తల మరియు తోక దిశను పరిగణించండి, తద్వారా నింపేటప్పుడు ట్యూబ్లోకి ప్రవేశించడం సౌకర్యవంతంగా మరియు వేగంగా ఉంటుంది. రెండవది, నింపేటప్పుడు విషయాలు "హాట్ ఫిల్లింగ్" లేదా గది ఉష్ణోగ్రత వద్ద ఉన్నాయో లేదో మీరు తెలుసుకోవాలి. అదనంగా, ఈ ఉత్పత్తి యొక్క ప్రక్రియ తరచుగా డిజైన్కు సంబంధించినది. ముందుగానే ఉత్పత్తిని నింపే స్వభావాన్ని అర్థం చేసుకోవడం ద్వారా మాత్రమే మేము సమస్యలను నివారించగలము మరియు అధిక ఉత్పత్తి మరియు సామర్థ్యాన్ని సాధించగలము.
4. గొట్టం ఎంపిక
రోజువారీ రసాయన సంస్థ ప్యాక్ చేసిన విషయాలు ఆక్సిజన్కు (కొన్ని తెల్లబడటం సౌందర్య సాధనాలు వంటివి) లేదా చాలా అస్థిర సుగంధాలను కలిగి ఉన్న ఉత్పత్తులు అయితే (ముఖ్యమైన నూనెలు లేదా కొన్ని నూనెలు, ఆమ్లాలు, లవణాలు మరియు ఇతర తినివేయు రసాయనాలు వంటివి), అప్పుడు ఐదు- లేయర్ కో-ఎక్స్ట్రాడ్డ్ పైపును ఉపయోగించాలి. ఐదు-పొరల సహ-బహిష్కరించబడిన పైపు (పాలిథిలిన్/బాండింగ్ రెసిన్/ఎవో/బాండింగ్ రెసిన్/పాలిథిలిన్) యొక్క ఆక్సిజన్ ట్రాన్స్మిషన్ రేటు 0.2-1.2 యూనిట్లు, సాధారణ పాలిథిలిన్ సింగిల్-లేయర్ పైప్ యొక్క ఆక్సిజన్ ట్రాన్స్మిషన్ రేటు 150- 300 యూనిట్లు. ఒక నిర్దిష్ట వ్యవధిలో, ఇథనాల్ కలిగిన సహ-పొడిగించిన గొట్టాల బరువు తగ్గించే రేటు సింగిల్-లేయర్ గొట్టాల కంటే డజన్ల కొద్దీ తక్కువ. అదనంగా, EVOH అనేది అద్భుతమైన అవరోధ లక్షణాలు మరియు సువాసన నిలుపుదల కలిగిన ఇథిలీన్-వినైల్ ఆల్కహాల్ కోపాలిమర్ (15-20 మైక్రాన్లు ఉన్నప్పుడు మందం సరైనది).
5. ధర వివరణ
గొట్టం నాణ్యత మరియు తయారీదారుల మధ్య ధరలో పెద్ద తేడా ఉంది. ప్లేట్ మేకింగ్ ఫీజు సాధారణంగా 200 యువాన్ నుండి 300 యువాన్ల వరకు ఉంటుంది. ట్యూబ్ బాడీని మల్టీ-కలర్ ప్రింటింగ్ మరియు సిల్క్ స్క్రీన్తో ముద్రించవచ్చు. కొంతమంది తయారీదారులు థర్మల్ ట్రాన్స్ఫర్ ప్రింటింగ్ పరికరాలు మరియు సాంకేతికతను కలిగి ఉన్నారు. ప్రతి ప్రాంతానికి యూనిట్ ధర ఆధారంగా హాట్ స్టాంపింగ్ మరియు సిల్వర్ హాట్ స్టాంపింగ్ లెక్కించబడతాయి. సిల్క్ స్క్రీన్ ప్రింటింగ్ మెరుగైన ప్రభావాన్ని కలిగి ఉంటుంది కాని ఖరీదైనది మరియు తక్కువ తయారీదారులు ఉన్నారు. వేర్వేరు తయారీదారులను వివిధ స్థాయిల అవసరాలకు అనుగుణంగా ఎంచుకోవాలి.
6. గొట్టం ఉత్పత్తి చక్రం
సాధారణంగా, చక్రం సమయం 15 నుండి 20 రోజులు (నమూనా గొట్టాన్ని ధృవీకరించే సమయం నుండి). ఒకే ఉత్పత్తి యొక్క ఆర్డర్ పరిమాణం 5,000 నుండి 10,000 వరకు ఉంటుంది. పెద్ద ఎత్తున తయారీదారులు సాధారణంగా కనీసం 10,000 ఆర్డర్ పరిమాణాన్ని నిర్దేశిస్తారు. చాలా కొద్దిమంది చిన్న తయారీదారులు పెద్ద సంఖ్యలో రకాలను కలిగి ఉన్నారు. ప్రతి ఉత్పత్తికి కనీస ఆర్డర్ పరిమాణం 3,000 కూడా ఆమోదయోగ్యమైనది. చాలా తక్కువ మంది కస్టమర్లు స్వయంగా అచ్చులను తెరుస్తారు. వాటిలో ఎక్కువ భాగం పబ్లిక్ అచ్చులు (కొన్ని ప్రత్యేక మూతలు ప్రైవేట్ అచ్చులు). కాంట్రాక్ట్ ఆర్డర్ పరిమాణం మరియు వాస్తవ సరఫరా పరిమాణం ఈ పరిశ్రమలో ± 10. % విచలనం.
ఉత్పత్తి ప్రదర్శన


పోస్ట్ సమయం: ఏప్రిల్ -30-2024