
Косметик чакыру материалларының бәясенең иң зур өлеше өчен төс тартмалары. Шул ук вакытта, төсле тартмалар процессы шулай ук барлык косметик чакыру материалларының иң катлаулы. Пластик продукт заводлары белән чагыштырганда, җиһазлар төсле тартма заводларының бәясе бик югары. Шуңа күрә, төсле тартма заводлары бусагасы чагыштырмача югары. Бу мәкаләдә без төп белемнәрне кыскача сурәтлибезтөсле тартма төрү материаллары.
Продукция билгеләмәсе

Төс тартмалары картоннан һәм микро коррядланган картоннан ясалган катлаулы тартмаларга һәм микро корпуслы тартмаларга карый. Заманча төрү төшенчәсендә продуктларны пропагандалау өчен продуктларны саклаудан төсле тартмалар үзгәрде. Кулланучылар продуктларның сыйфатын төсле тартмаларның сыйфатын хөкем итә ала.
Manufactитештерү процессы
Төсләр тартма җитештерү процессы матбугат хезмәтенә бүленә һәм матбугат хезмәтеннән соң бүленә. Пресс-пресс-технология баскан процессны бастыр алдыннан катнаша,, нигездә, компьютер график дизайнын һәм эш өстәл нәшер итүен дә кертеп. График дизайн, төрү үсеш, санлы дәлилләр, компьютер кисүе, продуктларны эшкәртү турында күбрәк, мәсәлән, продукт эшкәртү (майлау, УВ, лампа, көмеш, энеп) .
1. Manufactитештерү процессы
A. Персональ фильм

Сәнгать дизайнеры төрү һәм бастыру документларын җәлеп итә һәм төрә, һәм пакет сатып алу материалларын сайлап алуны тәмамлый.
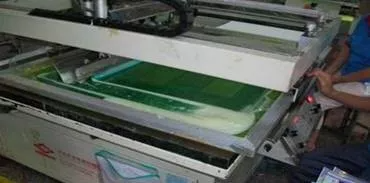
Б. бастыру
Фильм төшергәннән соң (CTP тәлинкәсе), бастыру фильмның зурлыгы, кәгазь калынлыгы, полиграфия буенча билгеләнә. Техник яктан бастыру - тәлинкә ясау өчен гомуми термин (оригиналь тәлинкәгә күчерү), бастыру субстратория өслегенә күчерелә), һәм матбугат эшкәртүдән соң ( Басма продуктны таләпләр буенча эшкәртү һәм башкару һ.б. Китапка яки тартмага эшкәртү һ.б.).
C. Пычак формаларын һәм монтажлау
DE DIT җитештерү үрнәге буенча билгеләнергә тиеш һәм ярым әзер продукт бастырылган.
D. Басылган продуктларны чыгару
Өслекне матурлагыз, шул исәптән ламинация, кайнар мөһер, UV, май, майлау һ.б.
E. Die-Cuting

Сыра машинасын кулланыгыз, төсле тартма төсле тартма төс тартмасының төп стилен формалаштыру өчен.
F. Бүләк тартмасы / ябыштырылган тартма

Үрнәк яки дизайн стиле буенча, тотарга һәм бергә тоташырга кирәк булган төс тартмасының өлешләрен ябыштырырга, аны машина яки кул белән ябыштырылырга мөмкин.
2. Уртак булмаган комплект процесслары
Нефть белән каплау процессы
Нефть - басма таблицада май катламын куллану процессы, аннары аны җылыту җайланмасы аша киптерү процессы. Ике ысул бар, берсе нефть табу машинасын майга куллану, икенчесе нефть бастыру өчен бастыру прессын куллану. Төп функция - сыяның төшүеннән саклау, ялтыравыкны арттыру. Ул аз таләпләр белән гади продукт өчен кулланыла.
Полкинг процессы

Басылган таблица май катламы белән капланган, аннары бизәү машинасыннан уза, ул югары температура һәм басым белән тигезләнгән бизәкле машина аша үтте. Ул кәгазь өслеген үзгәртү өчен шома роль уйный, аны ялтыравыклы физик милек тәкъдим итә, һәм басылган төсне бетерүгә эффектив була ала.
UV процесс
UV технологиясе - басма матдәләрне басма эштә UV май катламы катламын кулланып, аннары аны ультрафиолет нуры белән ныгыту белән фильмга эләккән фильмга нигез сала. Ике ысул бар: берсе тулы тәлинкәле UV һәм икенчесе өлешчә UV. Продукция су үткәрми торган, киенүдән чыдам һәм якты эффектларга ирешә ала
Ламинатория процессы

Ламинация - ябыштыргыч җайланма киптерелгән pp фильмына ябыштырылган процесс, аннары басылган таблицага бастырылган. Ике төр ламинация, ялтыравыклы һәм мат. Басма продуктның өслеге йомшак, яктырак, тапказаны, су чаңгашы, авыр төсләр белән, якты төсләр белән, төрле басма продуктларның барлыкка килүен һәм аларның хезмәт күрсәтүен яклаучы зыян китерәчәк.
Голографик күчерү процессы

Голографик тапшыру формалаштыру процессын махсус хайваннар фильмына алдан матбугат, аннары вакуум күлмәгенә алдан матбугат, аннары үрнәкне һәм төсне кәгазь өслегенә күчереп күчерегез. Бу продукт дәрәҗәсен яхшырта алырлык анти-туры һәм якты өслекне барлыкка китерә.
Алтын мөһер процессы

Эндроцит сызыгы (ябыштыручы ябыштыручы җиһазлар (ябыштырылган) җиһазлар, салкын алюминнум фольга яки башка пигмент фольга күчереп алу өчен, эссе һәм басым астында басылган продуктка күчү. Анаштырылган алюминий фольгасы бик күп, алтын, көмеш, лазер белән иң еш очрый. Алтын-көмеш алга таба ялтыравыклы алтын, матур алтын, ялтыравыклы көмеш һәм матле көмешкә бүленә. Гильдинг продукт дәрәҗәсен күтәрә ала
Кушымта процессы
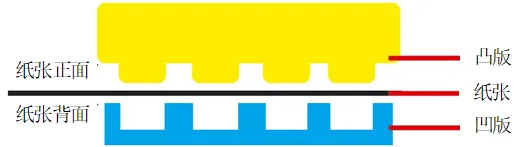
Бер тартма тәлинкә һәм бер рельеф тәлинкә ясарга кирәк, һәм ике тәлинкә яхшы туры килгән төгәллек булырга тиеш. Гравур тәлинкә шулай ук тискәре тәлинкә дип атала. Тәлинкәдә эшкәртелгән рәсем һәм текстның конвекс һәм конвекс өлешләре эшкәртелгән продукт белән бер юнәлештә. Кушу процессы продукт дәрәҗәсен күтәрә ала
Кәгазь монтаж процессы

Клейны тигезләү процессы, аларны пакетлау таләпләренә туры килгән картонга басыгыз һәм күңел ачу процессы кәгазь ламинация дип атала. Бу продуктны яхшырак саклау өчен продуктның ныклыгын һәм көчен арттыра.
Продукция структурасы
1. Материаль классификация
Йөз тукымасы

Йөзле кәгазь, нигездә, капланган кәгазь, матур карточка, алтын картасы, платина, лазер картасы һ.б., көмеш карточка һ.б., бу бозылган кәгазь өслегенә бәйләнгән бастырыла. Каты кәгазь, шулай ук капланган полиграф кәгазе дип аталган, гадәттә, йөз кәгазе өчен кулланыла. Бу ак каплау белән капланган төп кәгазьдән ясалган югары дәрәҗәдәге бастыру кәгазе; Характеристикалары - кәгазь өслеге бик шома һәм яссы, югары шома һәм яхшы ялтырап тора. Капланган кәгазь бер яклы капланган кәгазьгә, матди капланган кәгазьгә, матди капланган кәгазьгә, тукымалар текстурлы кәгазенә бүленә. Сыйфат буенча, ул өч класска бүленә: А, Б, С. Ике капланган кәгазь өслеге йомшак һәм ялтыравыклы, һәм ул тагын да арзанрак һәм сәнгатьчә булып күренә. Гомуми икеләтә каплаучылар - 105г, 128г, 157г, 200г, 2000г һөнәр.
Бозылган кәгазь
Бозылган кәгазь, нигездә, Ак такта кәгазе, оффлайн такта кәгазе, офсет студы), аерма кәгазь авырлыгы, кәгазь калынлык һәм кәгазь тиффлык. Бозыкланган кәгазьдә 4 катлам бар: өслек катламы (югары аклану), үзәк катлам (картонның калынлыгын арттыру һәм каты катламны күтәрү), аскы катлам (картон күренеше һәм көчне яхшырту ). Гадәттәге картон авырлыгы: 230, 250, 450, 450, 450, 450, 450, 450, маркалы размерлар 887 * 1092 мм, картон (ролл) конвенциядә (ролл): 26 "26" 28 "31" 33 "33" 35 "35" 40 "40" 40 "40" "Басу өчен яраклы), басма өслек кәгазе бозылган кәгазьгә ламаталя формалаштыру.
Картон
Гадәттә, ак картон, кара картон һ.б., 250-400гтан алып килгән грам авырлыгы белән; Ассамблея һәм продуктларга кәгазь тартмага урнаштырылган. Ак картон һәм ак такта кәгазе арасындагы иң зур аерма - ак такта кәгазе төрле агачтан ясалган, ә Ак картон баппочкадан ясалган, һәм бәя ак такту кәгазенә караганда кыйммәтрәк. Картонның бөтен бите үлә, аннары кирәкле формага таратты һәм продуктны яхшырак саклау өчен кәгазь тартмага урнаштырыла.
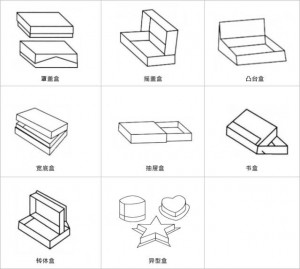
2. Төсле тартма структурасы
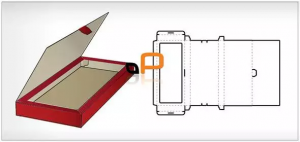
A. Кәгазь тартмасы
Калынлыгы белән катлау чыдам кәгазьдән ясалган 0,3-1.1 мм белән эшләнгән, аны алып, товар җибәргәнче ташу һәм саклау өчен яссы формада тезелгән. Өметләре - аз бәя, кечкенә мәйдан һөнәр, югары җитештерү нәтиҗәлелеге, күп структур үзгәрешләре; Кимчелекләр түбән көч, ачлык күренми, текстура, һәм кыйммәтле бүләкләр төрү өчен яраксыз.
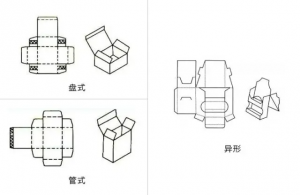
Диск тибы: тартма каплавы каплавы, каплагычка, латч тибы, уңай матбугат төре, тартма төре һ.б.
Труба тибы: тартмада каплау, йозак тибындагы, лакч тибындагы, лакч төренә, уңай матбугат төре, ябыштыргыч мөһер, ябыштыргыч ачык билге һ.б.
Башкалар: Труба диск тибындагы һәм башка махсус формадагы катлам тартмалары
Б. Паст (тотрыклы) Кәгазь тартма
Төп картон майлы материал белән ябыштырыла һәм форма формалаштыру өчен үстерелгән материал белән куелган, һәм аны формалашканнан соң яссы пакетка бүлеп булмый. Өлкәннәр - күргәзмә материалларының күбесе сайланырга мөмкин, анти-теш саклау яхшы, ботак, ул югары бүләк тартмаларына туры килә. Кимчелекләр югары җитештерү бәясе таралып, тезеп булмый, гадәттәгечә арзан урнашкан, бастыру өстенлеге - җитештерү тизлеге түбән, саклау һәм транспорт авыр
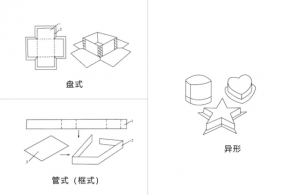
Диск тибы: төп тартма тәне һәм тартма төбе бер кәгазь бите белән барлыкка килә. Өстенлеге - аскы структура нык, кимчелекләр - дүрт ягында тегүләр ярылырга мөмкин, һәм аны ныгытырга кирәк.
Труба тибы (рам төре): өстенлек - структураның гади һәм җитештерү җиңел; Кимчелек - аскы тәлинкә басым астында егылу җиңел, һәм рамка ябыштыргыч өслек һәм аскы ябыштыргыч кәгазь арасындагы тегүләр ачык күренә, тышкы кыяфәткә тәэсир итә.
Комбинация төре: труба диск тибы һәм башка махсус формадагы катлам тартмалары.
3. төсле тартма структурасы
Косметика кушымтасы
Косметик продуктлар, чәчәк тартмалары, бүләк тартмалары һ.б., барысы да төс тартмасына керә.

Сатып алу
1. Төс тартмалары өчен цитаталар ысулы
Төсләр тартмалары берничә процесстан тора, ләкин якынча бәяләр структурасы түбәндәгечә: фильм, Мәчеләр әйләнеп тору, монтаж, көтү, 5% югалту, салым, салым, Табыш һ.б.
2. Гомуми проблемалар
Басуның сыйфатлы проблемалары төс аермасы, пычрак, график хаталар, ламинатор календинг, эчәк һ.б. үз эченә ала .; Die кисүнең сыйфатлы проблемалары, нигездә, нигезләнгән сызыклар, тупас кырлар һ.б. һәм көтү тартмаларының сыйфатлы проблемалары, клей, бөкләү тартмасы формалаштырыла, һ.б.

Пост вакыты:-26-2024