
Вступ: Останніми роками поля застосування упаковки шлангів поступово розширилися. Промислові запаси вибирають шланги, такі як змащувальна олія, скляний клей, клей з колажем тощо; Їжа вибирає шланги, такі як гірчиця, соус чилі тощо; Фармацевтичні мазі вибирають шланги, а упаковка зубної пасти також постійно оновлюється. Все більше і більше продуктів у різних галузях упаковуються в "трубки". У косметичній промисловості шланги легко вичавити та використовувати, легкі та портативні, мають індивідуальні характеристики та налаштовані для друку. Вони використовуються в косметиці, щоденні потреби, такі продукти, як засоби для чищення, дуже люблять використовувати косметикуУпаковка трубки.
Визначення продукту
Шланг - це своєрідна упаковка контейнера на основі пластику ПЕ, алюмінієвої фольги, пластикової плівки та інших матеріалів. Він перетворюється на аркуші, використовуючи процеси спільної екстрюзії та сполуки, а потім обробляють у трубчасту форму спеціальною машиною для виготовлення труб. Шланг легкий у вазі та простий у використанні. Його віддають перевагу багатьом виробникам косметики завдяки своїм характеристикам, такими як портативність, довговічність, переробність, легке видавлення, продуктивність обробки та пристосованість друку.
Процес виробництва
1. Процес ліплення
Алюмінієво-пластичний композитний шланг

Алюмінієво-пластичний композитний шланг-це упаковка контейнер, виготовлена з алюмінієвої фольги та пластикової плівки за допомогою процесу складання спільного екстрюйму, а потім обробляється у трубчасту форму спеціальною машиною для виготовлення труб. Його типова структура - PE/PE +EAA/AL/PE +EAA/PE. Алюмінієво-пластичні композитні шланги в основному використовуються для упаковки косметики, яка потребує високих гігієни та бар'єрних властивостей. Шар бар'єру, як правило, алюмінієва фольга, а його бар'єрні властивості залежать від ступеня пінопласту алюмінієвої фольги. При безперервному вдосконаленні технології товщина шар'єру алюмінієвого фольги в алюмінієво-пластичних композиційних шлангах була зменшена з традиційних 40 мкм до 12 мкм або навіть 9 мкм, що значно зберігає ресурси.
B. Повний пластиковий композитний шланг

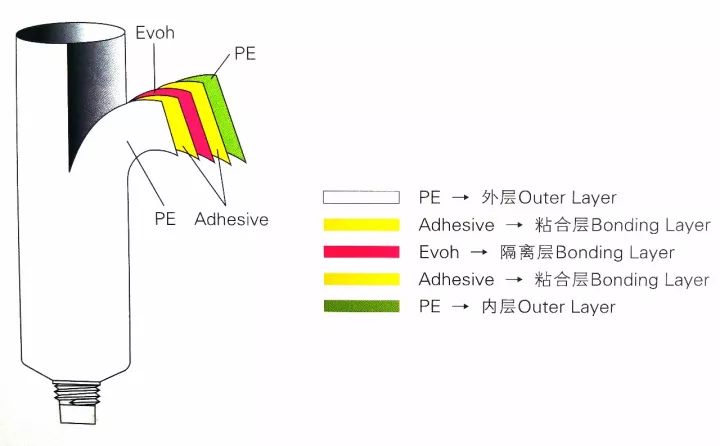
Усі пластикові компоненти поділяються на два типи: все пластичні композитні шланги та всебічні бар'єрні композитні шланги. Всесвітні композитні шланги, що не є бар'єром, зазвичай використовуються для упаковки низькокласної, швидкої косметики; Композитні шланги з усіма пластичними бар'єрами зазвичай використовуються для упаковки косметики середнього та низького класу через бічні шви в виготовленні труб. Бар'єрний шар може бути EVOH, PVDC або оксидними покриттями. Багатошарові композитні матеріали, такі як ПЕТ. Типовою структурою композитного шланга все пластичного бар'єру є PE/PE/EVOH/PE/PE.
C. Пластиковий шланг
Технологія спільної екст'юзування використовується для спільного виїзду сировини з різними властивостями та типами разом і утворює їх за один раз. Пластикові шланги, що займаються спільним екстреним, поділяються на одношарові екструдовані шланги та багатошарові коопрактичні шланги. Перший в основному використовується для швидкої косметики (наприклад, крем для рук тощо), які мають високі вимоги до зовнішнього вигляду, але низькі фактичні вимоги до продуктивності. Упаковка, остання в основному використовується для упаковки косметики високого класу.
2. Поверхнева обробка
Шланг можна зробити в кольорових трубах, прозорих трубах, кольорових або прозорих морозних трубах, перламутрові трубки (перламутрові, розсіяні срібні перламутрові, розкидані золоті перламутрові), і його можна розділити на УФ, матовий або яскравий. Матт виглядає елегантно, але легко забруднитись, а кольорова різниця між трубкою та друком великої області на тілі трубки можна судити з розрізу в хвості. Трубка з білим надрізом-це друкарня з великою площею. Використовувана чорнила повинна бути високою, інакше вона легко впаде і буде зламати і розкриватиме білі сліди після складання.

3. Графічний друк
Загально використовувані методи на поверхні шлангів включають друк шовкового екрану (використовуючи точкові кольори, невеликі та кілька кольорових блоків, такі жпластикова пляшкаДрук, вимагає реєстрації кольорів, зазвичай використовується в продуктах професійної лінії) та зміщення друку (подібно до паперового друку, з великими кольоровими блоками та багатьма кольорами). , зазвичай використовується в щоденних продуктах хімічної лінії), а також гарячому штампуванні та срібному гарячому штампуванні. Офсетний друк (зміщення) зазвичай використовується для обробки шлангів. Більшість використовуваних чорнила є сушеними УФ. Зазвичай потрібно чорнило, щоб мати сильну адгезію та стійкість до знебарвлення. Колір друку повинен знаходитися в межах зазначеного діапазону відтінків, положення надруку повинно бути точним, відхилення повинно бути в межах 0,2 мм, а шрифт повинен бути повним і чітким.
Основна частина пластикового шланга включає плече, трубку (тіло трубки) та хвіст трубки. Частина трубки часто прикрашається за допомогою прямого друку або самостійних етикетки для отримання інформації про текстові чи візерунки та підвищення значення упаковки продуктів. Наразі прикраса шлангів досягається в основному за допомогою прямих етикетки для друку та самоклеїв. Прямий друк включає друк екрана та зміщення друку. Порівняно з прямим друком, переваги самостійних етикетків включають: Друку різноманітність та стабільність: Процес створення традиційних екструдованих шлангів, а потім друк зазвичай використовує компенсацію друку та друку екрана, тоді як самостійний друк може використовувати друк, Flexographic, друк, друк, Офсетний друк, друк екрана, гаряче штампування та інші різноманітні процеси комбінованого друку, складна продуктивність кольору є більш стабільною та відмінною.
1. Куспільство труби
А. Класифікація
Відповідно до матеріалу: алюмінієво-пластичний композитний шланг, все пластичний шланг, шланг для паперу, шланг з високим глянкою алюмінієвої труби тощо.
Відповідно до товщини: одношарова труба, двошарова труба, п’ятишарова композитна труба тощо.
Відповідно до форми трубки: круглий шланг, овальна трубка, плоский шланг тощо.
Згідно з застосуванням: трубка для очищення обличчя, трубка BB, трубка для рук, трубка для зняття руки, трубка для сонцезахисного крему, трубка для зубної пасти, трубка для волосся, трубка для волосся, трубка для обличчя тощо.
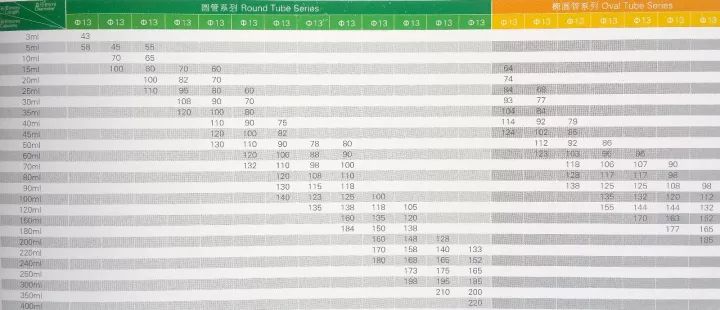
Звичайний діаметр труби: φ13, φ16, φ19, φ22, φ25, φ28, φ30, φ33, φ35, φ38, φ40, φ45, φ50, φ55, φ60
Регулярна ємність:
3G, 5G, 8G, 10G, 15G, 20G, 25G, 30G, 35G, 40G, 45G, 50G, 60G, 80G, 100G, 110G, 120G, 130G, 150G, 180G, 200G, 250G, 250G
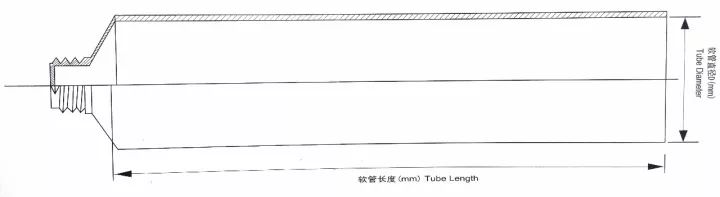
B. Розмір шланга та посилання
Під час виробничого процесу шлангів вони будуть піддаватися процесам "опалення" багато разів, таких як креслення труб, з'єднання, скління, зміщення друку та сушіння друку на екрані. Після цих процесів розмір продукту певною мірою буде коригується. Задріння та "швидкість усадки" не будуть однаковими, тому нормально, щоб діаметр труби та довжина труби були в межах діапазону.
C. Випадок: Схематична схема пластикової пластикової композитної структури шланга
2. Трубний хвіст
Деякі продукти потрібно заповнити перед герметизацією. Герметизацію можна розділити на: пряме герметизацію, герметизацію, ущільнювач у формі парасольки та герметизацію спеціальної форми. Під час герметизації ви можете попросити роздрукувати необхідну інформацію в ущільнювальному місці. Код дати.

3. Підтримуюче обладнання
A. Регулярні пакети
Шляхи шлангів бувають різною формою, як правило, поділяються на гвинтові ковпачки (одношарові та двошарові, двошарові зовнішні ковпачки-це здебільшого електричні ковпачки для підвищення якості продукції та виглядають красивішими, а професійні лінії здебільшого використовують гвинтові ковпачки), плоскі Шапи, кришка круглої голови, кришка насадки, кришка, супер плоска кришка, двошарова кришка, сферична кришка, кришка помади, пластикова кришка також може бути оброблена в різних процесах, гарячою штампуванням Край, сріблястий край, кольорова кришка, прозорий, масляний спрей, електропляція тощо, ковпачки наконечника та кришки помади, як правило, оснащені внутрішніми пробками. Покриття шланга - це ін’єкційний виріб, а шланг - це намальована трубка. Більшість виробників шлангів не виробляють покриття шлангів.

B. Багатофункціональне допоміжне обладнання
Завдяки диверсифікації потреб користувачів ефективна інтеграція вмісту та функціональної структури, таких як масажні головки, кульки, ролики тощо, також стала новим попитом на ринку.

Косметичні програми
Шланг має характеристики легкої ваги, простий у перенесенні, міцні та довговічні, перероблені, прості в стисненні, хороша продуктивність обробки та пристосованість для друку. Його надають багато виробників косметики і широко використовуються в очисних засобах (миття обличчя тощо) та засобів по догляду за шкірою. У упаковці косметики (різні креми для очей, зволожуючі засоби, харчові креми, креми, сонцезахисні креми тощо) та засоби для догляду за красою та волоссям (шампунь, кондиціонер, помада тощо).
Ключові моменти закупівлі
1. Огляд креслень дизайну шлангів

Для людей, які не знайомі з шлангами, проектування художніх творів самостійно може бути проблемою, що викликає серце, і якщо ви помилитесь, все буде зруйновано. Високоякісні постачальники розроблять відносно прості малюнки для тих, хто не знайомий з шлангами. Після визначення діаметра труби та довжини труби вони забезпечать схему проектної зони. Вам потрібно лише розмістити вміст дизайну в зоні діаграми та зосередити його. Це все. Високоякісні постачальники також перевірять та проконсультують ваші процеси проектування та виробництва. Наприклад, якщо положення електричного ока неправильне, вони вам скажуть; Якщо колір не є розумним, вони вам нагадують; Якщо технічні характеристики не відповідають дизайну, вони неодноразово нагадують вам змінити художній твір; І якщо напрямок та читабельність штрих-коду будуть кваліфіковані, розділення кольорів та високоякісні постачальники перевірять вас по черзі, чи є невеликі помилки, такі як, чи може процес виробляти шланг чи навіть якщо малюнок не скручений.
2. Вибір трубних матеріалів:
Використовувані матеріали повинні відповідати відповідним стандартам охорони здоров’я, а шкідливі речовини, такі як важкі метали та флуоресцентні засоби, повинні контролюватися в визначених межах. Наприклад, поліетилен (ПЕ) та поліпропілен (ПП), що використовуються в шлангах, експортованих до США
3. Зрозумійте методи наповнення
Існує два методи наповнення шлангів: наповнення хвоста та наповнення рота. Якщо це наповнення труб, вам слід звернути увагу при придбанні шланга. Ви повинні подумати, чи відповідає "розмір рота труби та розміру наповнювальної насадки" та чи можна його гнучко розширити в трубу. Якщо він заповнюється в кінці трубки, то вам потрібно влаштувати шланг, і в той же час розглянути напрямок голови та хвоста продукту, щоб зробити його зручним і швидким, щоб увійти в трубку під час заповнення. По -друге, вам потрібно знати, чи вміст під час наповнення "гаряча начинка" або при кімнатній температурі. Крім того, процес цього продукту часто пов'язаний з дизайном. Тільки розуміючи природу наповнення виробництва заздалегідь, ми можемо уникнути проблем та досягти високої виробництва та ефективності.
4. Вибір шлангів
Якщо вміст, упакований щоденною хімічною компанією, є продуктами, які особливо чутливі до кисню (наприклад, відбілювання косметики) або мають дуже летючі аромати (наприклад, ефірні олії або деякі олії, кислоти, солі та інші корозійні хімічні речовини), то п’ять- Слід застосовувати ко-екстрюровану трубу. Оскільки швидкість передачі кисню п’ятишарової кооперативної труби (поліетилен/скріплююча смола/евох/скріплююча смола/поліетилен) становить 0,2-1,2 одиниці, тоді як швидкість передачі кисню звичайної поліетилено одношарової труби становить 150-300 одиниць. За певний проміжок часу швидкість втрати ваги ко-екструдованих труб, що містять етанол, десятки разів нижча, ніж у одношарових труб. Крім того, EVOH-це сополімер етилен-вінілового спирту з відмінними бар'єрними властивостями та утриманням ароматів (товщина є оптимальною, коли вона становить 15-20 мкм).
5. Опис ціни
Існує велика різниця в ціні між якістю шланга та виробником. Плата за виготовлення пластини зазвичай становить від 200 юанів до 300 юанів. Тіло трубки можна надрукувати з різнокольоровим друком та шовковим екраном. Деякі виробники мають обладнання та технології для друку теплової передачі. Гаряче штампування та срібне гаряче штампування обчислюються на основі одиничної ціни за площу. Друк із шовкового екрану має кращий ефект, але дорожче, а виробників менше. Різні виробники повинні бути обрані відповідно до різних рівнів потреб.
6. Цикл виробництва шлангів
Як правило, час циклу становить від 15 до 20 днів (з моменту підтвердження пробірки зразка). Кількість замовлення одного продукту становить від 5000 до 10 000. Масштабні виробники зазвичай встановлюють мінімальну кількість замовлення 10 000. Дуже мало невеликих виробників мають велику кількість сортів. Мінімальна кількість замовлення в 3000 на продукт також прийнятна. Дуже мало клієнтів відкривають форми самостійно. Більшість з них - це публічні форми (кілька спеціальних кришок - це приватні форми). Кількість замовлення договору та фактична кількість постачання в цій галузі ± 10. % відхилення.
Шоу продукту


Час посади: 30-2024 квітня